PARAMETRES¶
Sur cette page, retrouvez les paramètres de puissance et de vitesse de la découpe laser pour différents matériaux.
Cette page est à compléter au fur et à mesure.
TAILLE DE DÉCOUPE MAX 729,5 X 431 MM
Sur ce document se trouve une liste de paramètres pour différents matériaux. Attention cependant car ces paramètres sont anciens et ont sûrement évolué. En effet, le laser perd régulièrement de sa puissance et celle-ci peut chuter lorsqu'il fait très chaud (>30°).
Découpe¶
Paramètres testés le 3/09/20 (anciens paramètres) :
Paramètres testés le 7/10/20 après changement du tube laser et l'alignement du faisceau :
Au 16/09/2022 : la puissance du laser a légèrement diminué il faut donc revoir ces paramètres :
Changement de la source laser le 8 septembre 2023 et de ses deux alimentations électriques
Paramètres de découpe, le 11 septembre 2023 :
| MDF | PMMA | |||||
| Épaisseur (mm) | Puissance | Vitesse | Passage | Puissance | Vitesse | Passage |
| 3 | 100 | 0,9 | 1 | 100 | 0,8 | 1 |
| 5 | 100 | 0,4 | 1 | 100 | 0,4 | 1 |
| 8 | 100 | 0,2 | 1 | 100 | 0,2 | 1 |
| 10 | 100 | 0,15 | 1 | 100 | 0,15 | 1 |
- Pour le MDF 3mm : P=100% et V=1.0% => la découpe est bonne, mais un petit peu juste en haut à gauche du plateau. Nous gardons donc V=0.9% pour être sûr d'avoir une bonne découpe sur toue la surface.
- Idem pour le MDF 5mm : P=100% et V=0.5% => OK mais un peu juste à certains endroits.
- Pour le PMMA : /!\ Attention à l'épaisseur réelle /!\ qui peut faire varier la vitesse de découpe.
A partir de ces paramètres, il est possible de trouver facilement les paramètres pour d'autres matériaux dérivés du bois et dans d'autres épaisseurs. Une règle étant que plus la plaque est fine et plus on peut augmenter la vitesse ou diminuer la puissance, et inversement si le matériau est plus épais.
05/06/2024 : Intervention préventive d'un technicien Trotec4 : RAS, P_mesurée = 71W en sortie > 65W mesuré après changement de la source le 8/09/23 !!, problème des 95% toujours pas résolu mais pas problématique. Cf compte rendu intervention.¶
Fichiers de test¶
- Découpe : test-puissance-decoupe.svg
- Bandes de gravure largeur 100mm "100-90-80-70-60-50-40-30-20-10" : 2024-06-03_test-gravure-puissances-complet.svg
- Bandes de gravure largeur 720mm "100-90-80-70-60-50" : 2024-05-29_test-gravure-puissances.svg
Gravure¶
Les paramètres pour la gravure dépendent de plusieurs facteurs : le matériau, son revêtement, l'algorithme, le rendu visuel souhaité ...
↓ Voici un fichier svg avec toutes les couleurs du logiciel qui vous permettra de faire des tests de paramètres pour la gravure ↓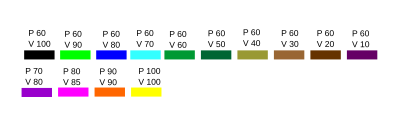 tests-gravure.svg
tests-gravure.svg
↓Ici, un autre fichier qui teste l'offset, avec une puissance restant à 100↓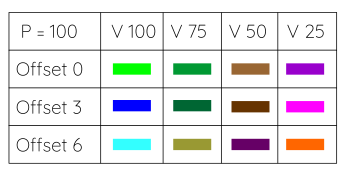 tests-gravure-offset.svg
tests-gravure-offset.svg
Résultats sur MDF et peuplier :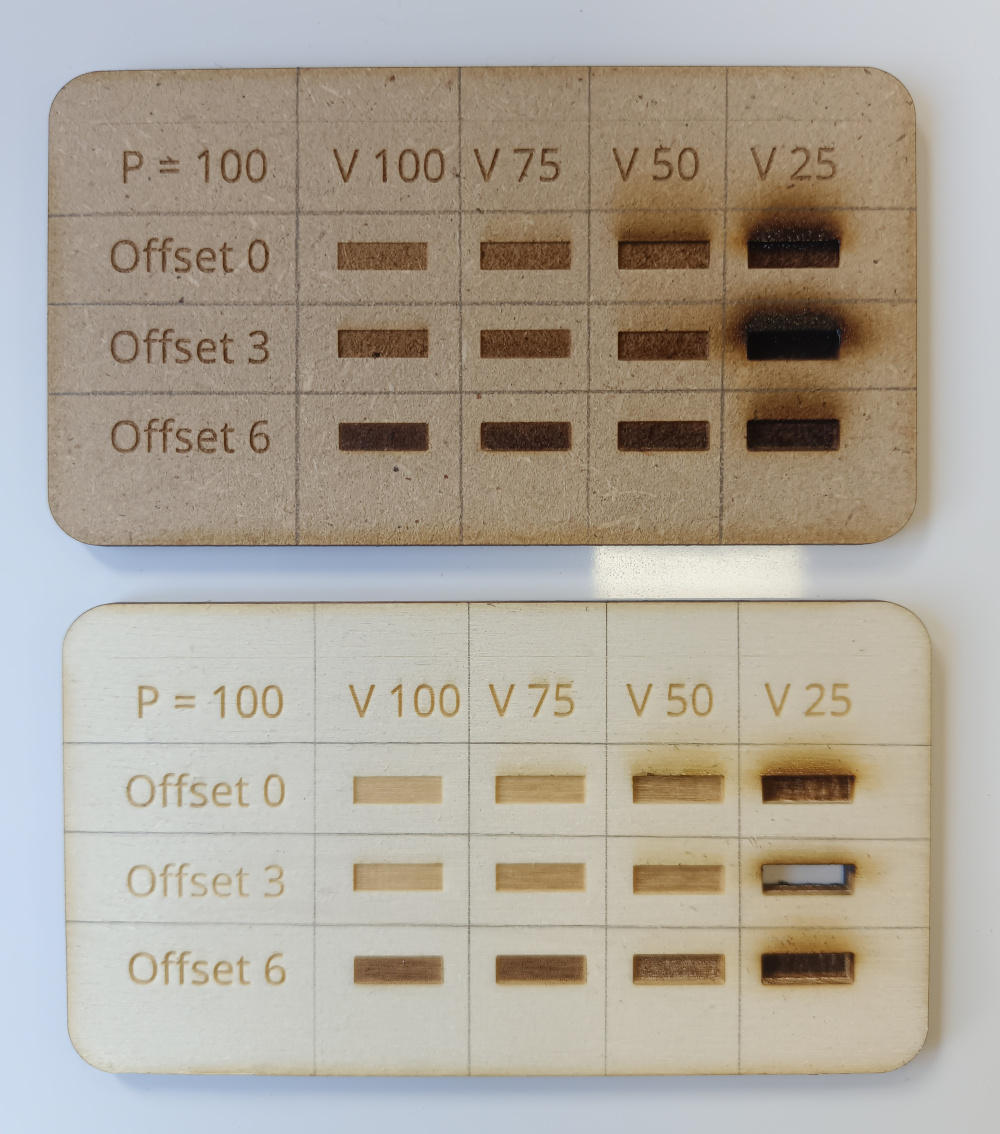 (à retrouver au-dessus de la laser)
(à retrouver au-dessus de la laser)
- Puissance = 70 - 100
- Vitesse = 80 - 100
Le réglage d'un offset permet de jouer sur la teinte de la gravure sur du bois. Par exemple, un offset de +5 mm noircit la gravure.
Les algorithmes¶
Pour graver des dessins , en noir et blanc et en format PNG, on obtient de bons résultats avec l'algorithme "Jarvis" .
S'il n'y a que du texte , utilisez plutôt l'algorithme "noir et blanc" .
De manière générale, il est conseillé de faire des essais avec différents algorithmes jusqu'à obtenir le résultat souhaité.
Les autres algorithmes sont Stucki, Floyd et Optimisation Order.
Pour plus de renseignements sur les algorithmes, jetez un coup d’œil à la documentation en ligne sur le site de Trotec.
Gravure plus sombre¶
Sur du MDF : P = 100, V = 100 ET offset = +6 mm (décalage vers le bas du plateau).
Gravure tampon sur caoutchouc "Trodat"¶
| Puissance | Vitesse | |
| Découpe | 100 | 0.5 |
| Gravure | 100 | 13 |
Quelques infos sur les différentes trames possibles (algorithmes de trame) :
https://www.troteclaser.com/fr/apprentissage-et-assistance/support-technique/trame-algorithmes
Gravure sur Dibond¶
| Puissance | Vitesse | |
| Gravure | 100 | 100 |
Tester avec une puissance plus faible ?
Gravure sur tôle d'aluminium avec revêtement¶
Type de tôle d'aluminium : "Couleur - Aspect Ultra Mat 3%" Sunclear .
Avec une épaisseur du revêtement de 20 µm, cf fiche technique .
Résultats de tests avec des puissances de 50 à 100 et une vitesse = 100 :

En conclusion, les paramètres de gravure à utiliser pour ce matériau sont : P = 80 et V = 100 .
Gravure sur laiton¶
Paramètres testés le 22/10/2021.
- Sans produit "Thermark Metal LMM6000" : aucun résultat avec
| Puissance | Vitesse | |
|---|---|---|
| Gravure | 100 | 50 |
| Découpe | 100 | entre 1 et 0.2 |
- Avec produit "Thermark Metal LMM6000" :
| Puissance | Vitesse | Résultats | |
|---|---|---|---|
| Gravure | 100 | 50 | la gravure s'efface en frottant, essayer avec une vitesse plus lente |
| Découpe | 100 | 0.5 | ok |
| Découpe | 100 | 0.2 | encore mieux |
/!\ ATTENTION à bien étaler le produit de façon uniforme
- Avec de la moutarde forte "de Dijon" Auchan :
| Puissance | Vitesse | Résultats | |
|---|---|---|---|
| Découpe | 100 | 0.2 | aucun résultat , tout part en nettoyant la plaque |
Plus d'informations sur les produits Cermark : https://www.cermarkusa.com/faqs et https://www.cermarkusa.com/application
Gravure photos¶
Document traitant de la préparation des photos et des différents paramètres à prendre en compte avec la Trotec.
clique ici : gravure-laser-photo.pdf
Autres matériaux¶
Feutrine¶
Épaisseur 2 mm environ :
| Puissance | Vitesse | |
| Découpe | 60 | 1 |
| Gravure | 60 | 60 |
Épaisseur 1 mm environ (fine mais rêche / à tester sur une feutrine "douce") :
| Puissance | Vitesse | |
| Découpe | 60 | 1 |
| Gravure | 60 | 90 |
Cuir ou simili-cuir¶
Simili très fin (moins de 1mm) à effets :
| Puissance | Vitesse | |
| Découpe | en cours | en cours |
| Gravure | 60 | 100 |
Épaisseur 2 mm environ :
| Puissance | Vitesse | |
| Découpe | 100 | 1 |
| Gravure | 80 | 100 |
| Marquage | 10 | 3 |
Pour un cuir épais de 4mm (sélectionner la matière "CUIR") :
| Puissance | Vitesse | |
| Découpe | 100 | 0.2 |
Contreplaqué peuplier¶
| Epaisseur | Puissance | Vitesse | Offset Z | |
| Découpe | 3 mm | 100 | 1,5 | 0 |
| Découpe | 8 mm | 100 | 0,35 | 0 |
| Gravure | 80 | 100 | 0 |
Mettre un offset de 5 mm pour la gravure ne change pas significativement le résultat.
Contreplaqué okoumé¶
| Epaisseur | Puissance | Vitesse | Offset Z | |
| Découpe | 8 mm | 100 | 0,25 | 0 |
| Gravure | 80 | 100 | 5 mm |
Feuille de bois¶
| Puissance | Vitesse | Commentaires | |
| Découpe | 100 | 4 | |
| Gravure | 80 | 100 | |
| Marquage | 20 | 5 | essayer P=10 |
Linoleum 3mm¶
| Puissance | Vitesse | Commentaires | |
| Découpe | 100 | 0.4 | |
| Gravure | 100 | 10 | pour tampon ! |
Papier de pierre 0.8mm¶
Mélange de carbonate de calcium avec un polyéthylène, matériau considéré comme "écolo" car ne nécessitant pas de couper des arbres ... :/ le pouvoir du shamengo :)
Plus d'info : https://fr.wikipedia.org/wiki/Papier_de_pierre
| Puissance | Vitesse | Commentaires | |
| Découpe | 100 | 1.0 | |
| Gravure | pas testé |
Plaque PLA recyclé 2-3 mm¶
| Puissance | Vitesse | Commentaires | |
| Découpe | 100 | 0.8 | |
| Gravure | 80 | 100 | gravure peu profonde et pas très visible car le PLA ne change pas de couleur |
Liège 3mm¶
| Puissance | Vitesse | Commentaires | |
| Découpe | 100 | 1.5 | Découpe ok |
| Gravure | 50 | 100 | Gravure peu marquée |
Liège 6mm dense¶
| Puissance | Vitesse | Commentaires | |
| Découpe | 100 | 1.5 | Découpe ok mais besoin de forcer un petit peu |
| Gravure | 70 | 100 | gravure très marquée |
Tourne cylindre¶
Graver un verre¶

Important: Pour graver un verre, il est fortement préconisé de placer autour du verre un papier type sopalin ou mouchoir préalablement humidifié (afin d'éviter qu'il ne se brise ou ne se fissure). Lisser le papier pour éviter les surépaisseurs.
Paramétrage préconisé pour la gravure :- Puissance 100
- Vitesse 30
- ppi 500 sans aspi
Placer le tourne cylindre dans la machine en ARRET
Connecter le TC puis
Enlever le cône du laser
Les niveaux hauts de mise en place du verre sont à zéro
On place le verre puis on allume la machine, on fait la focale du laser sur le verre.
Modifications du paramétrage d’impression :
Aller dans Imprimer/préférences et cocher la case TC (tourne cylindre) et décocher tout le reste.
Préciser le diamètre du verre et la hauteur d’impression (1).
- Si CorelDraw Dans l’onglet « disposition », cocher « déplacer les images » et préciser « centre droit ».
Valider Impression.
Programmation/option/matériel/accessoire * Cocher « tourne cylindre » * Origine des rotations
◦ Pas de déplacement
Et appliquer, puis valider.
La gravure va se faire de l’arrière vers l’avant.
- Note: Après chaque gravure, il faut vérifier la coche « tourne cylindre qui s’enlève à peu près tout le temps.
- Recommandations importantes: Lorsque la gravure est terminée côté Trotec, il faut bien s’assurer que le job est terminé complétement côté Job Control, sinon, la gravure suivante va planter soit JobControl, soit le laser.
Après le travail, déconnecter le TC, le ranger,
Aller dans Imprimer/préférence et décocher le TC.
Vérifier que dans :
Programmation/option/matériel/accessoire, le TC est décoché
Et remettre le cône.
(1) Paramétrage « Hauteur » dans Imprimer :
Exemple : si on définit 80 mm et que le modèle fait 50 mm de hauteur, la gravure va se cadrer dans les 80 mm, il y aura donc une marge de 15 mm en haut et en bas.
Si on cale le laser sur un point du bord du verre, il y aura une marge automatique de 15 mm avant de démarrer la gravure.
Cela est à réfléchir à chaque modèle.