Formation pro Impression 3D¶
Formation impression 3D pour le centre social de Bagatelle
Contexte¶
Des médiathèques, des centres sociaux, des écoles, ... s'équipent d'imprimantes 3D et leur personnel a besoin d'être formé à l'impression 3D et à l'animation d'atelier.Dans ce contexte, nous avons déjà proposé cette formation sur 2 jours à :
- Centre social Bagatelle les 8 et 11 février 2022
- Médiathèque Villenave d'Ornon les 15 et 17 mars 2022
- Médiathèque d'Izon le 7 avril 2023 et le 15 mai 2023
La section 1.3 ci-dessous variera en fonction du demandeur de la formation.
- Contenu
- Formation pro Impression 3D
- Déroulé (à modifier !)
- 1. Journée(s) de formation
- 1.1 Faire une démonstration de l'impression 3D
- 1.2 Présentation de l’impression 3D
- Exemples de pièces imprimées
- 1.3 Expliquer le fonctionnement d’une imprimante 3D à FDM
- 1.4 Montage de l’imprimante 3D OU analyse du modèle d’imprimante des participants
- 1.5 Logiciel de tranchage : CURA
- 1.6 Lancement de l’impression
- 1.7 Les principaux problèmes d’impression
- 1.8 Maintenance et points de vigilance sur une imprimante 3D
- 1.9 CAO
- 1.10 Préparation de l’atelier ou de l’animation
- 2. Journée d’animation ou d'atelier
//////~~~~\\\\\\~~~~//////~~~~\\\\\\
Déroulé (à modifier !)¶
Déroulé, détails … un peu en vrac, à développer
1. Journée(s) de formation¶
1.1 Faire une démonstration de l'impression 3D¶
=> OBJECTIF = donner une première idée concrète de l'impression 3D
| Comment | Déroulé | Liste du matériel | durée | A faire |
|---|---|---|---|---|
| Démo avec une imprimante 3D et le logiciel CURA | Présentation d'un objet 3D dans CURA et lancement de l'impression | 1 imprimante 3D prête et CURA avec un fichier chargé | 15 min | Prévoir le fichier |
Montrer rapidement comment on lance une impression et à quoi ressemble une imprimante 3D en cours de fonctionnement.
Cette première partie est surtout utile pour les participants n'ayant jamais vu ce genre de machine ou très éloignées de la fabrication numérique.
1.2 Présentation de l’impression 3D¶
=> OBJECTIF = comprendre la fabrication additive
| Comment | Déroulé | Liste du matériel | A faire |
|---|---|---|---|
| Projection d'une présentation avec vidéos et liens internet | En suivant la présentation | Video-projecteur avec portable connecté à internet, pièces imprimées en 3D et morceaux de filaments | Compléter, retravailler la présentation en fonction des retours + préparer une caisse avec objets 3D et filaments |
Contenu :¶
Diaporama fait par Manda : PRESENTATION_IMPRESSION_3D.pdf
La présentation est entrecoupées de visionnages de petites vidéos sur internet et de manipulations d'objets et de différents filaments plastiques (PLA, ABS, ...). L'idée étant que les participants touchent ces matériaux pour s'en faire une idée.
A rajouter dans le pdf :- page wikipedia du PLA : https://fr.wikipedia.org/wiki/Acide_polylactique
Température de transition vitreuse = 60°C
Température de fusion = 175°C - page wikipedia de l'ABS : https://fr.wikipedia.org/wiki/Acrylonitrile_butadi%C3%A8ne_styr%C3%A8ne
Température de transition vitreuse = 105 à 115°C
La fabrication additive est un processus de fabrication de pièces par ajout de matière. Dans le cas de de l’impression 3D plastique, la matière est déposée couche par couche pour former un volume.
https://fr.wikipedia.org/wiki/Impression_3D
L’autre procédé de fabrication, plus classique, est la fabrication soustractive : la pièce est fabriquée à partir d’un brut dans lequel un outil vient fraiser, tourner, découper, … Exemple d’une fraiseuse numérique :
https://www.youtube.com/watch?v=q3QVcW05hZk
Processus de l'impression 3D (dans la présentation pp 14, 15, 16)¶
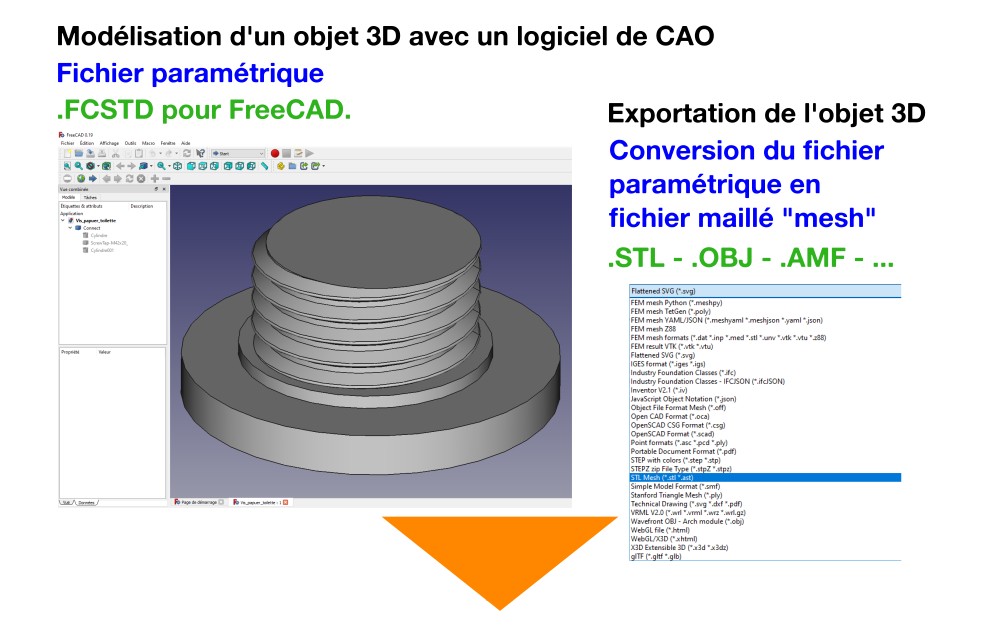 |
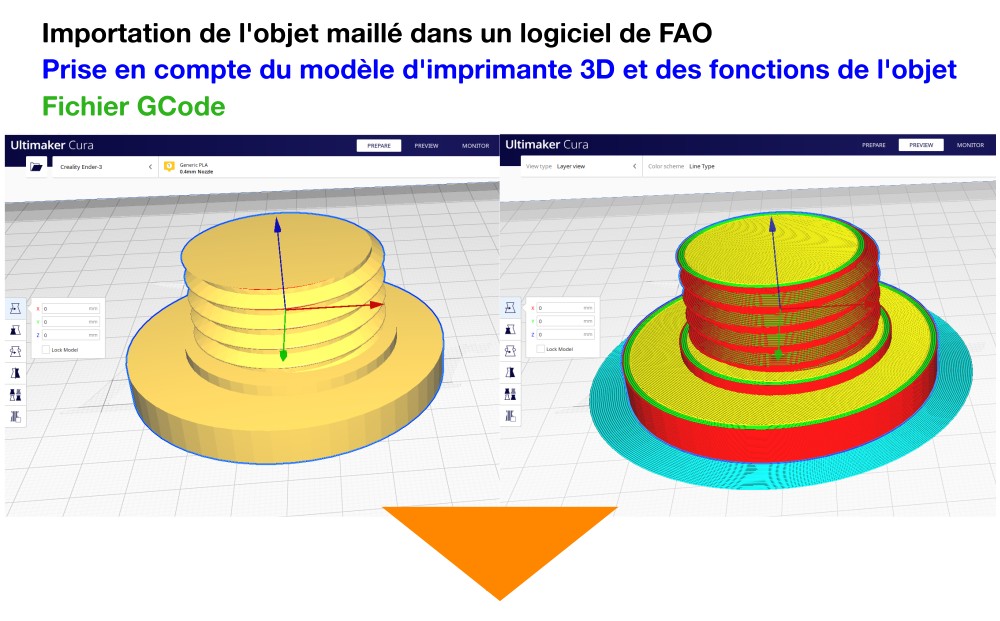 |
 |
Le fichier de construction .SVG : 2022-02-07-processus_impression3D.svg
Exemples de pièces imprimées¶
Montrer quelques exemples de pièces imprimées
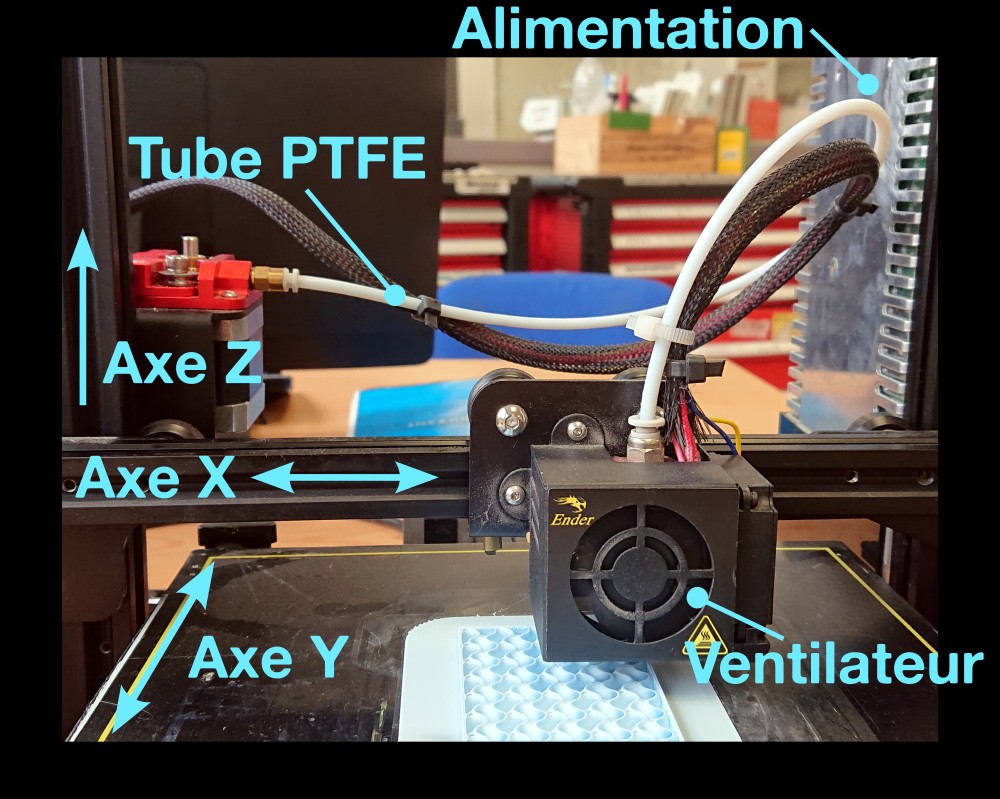
1.3 Expliquer le fonctionnement d’une imprimante 3D à FDM¶
=> OBJECTIF = savoir identifier les composants de ce type de machine et leur fonction
| Comment | Déroulé | Liste du matériel | A faire |
|---|---|---|---|
| Explications autour d'une imprimante Ender 3 avec un petit groupe de participants pour que tout le monde puisse voir la machine | Description des composants dans un ordre "logique" | Une imprimante Ender 3 sur une table avec une bobine de filament + pièces détachées : moteur, extrudeur, buse, chauffe. | Faire la liste de tous les composants et écrire leur fonction + prendre des photos ou des images |
Contenu : en se basant sur une Ender 3¶
Le filament plastique est entraîné par un moteur pas-à-pas et poussé dans un tube de PTFE ("Teflon") jusqu'à la buse.
La buse, chauffée à une température supérieure à la température de fusion du plastique, fait fondre le plastique. Cette température dépend du type de plastique : autour de 200°C pour le PLA, 250°C pour l'ABS.
La buse et l'extrudeur sont entraînés par une courroie et un moteur pas-à-pas suivant l'axe X.
Le plateau de l'imprimante est chauffé à une température à laquelle le plastique se ramollit afin qu'il adhère au plateau, et se déplace suivant l'axe Y. Cette température dépend du type de plastique : autour de 60°C pour le PLA, 100°C pour l'ABS.
La première couche de plastique se dépose sur le plateau, dans le plan XY, par la combinaison de mouvements de l'extrudeur en X et du plateau en Y.
L'ensemble de l'extrudeur monte ensuite couche par couche, suivant l'axe Z, entraîné par un moteur pas-à-pas et une vis sans fin. La hauteur d'une couche est généralement de 0.2 mm.
Le plastique fondu sortant de la buse se solidifie en se déposant et en refroidissant.
Chaque couche de plastique se dépose sur une couche précédente.
En déposant le plastique fondu, la buse fait fondre la couche inférieure : en refroidissant cette couche et la nouvelle couche fusionne ce qui donne la solidité à la pièce.
 |
 |
| Nom du composant | Référence technique | Photographie | Fonctions | Informations et commentaires |
|---|---|---|---|---|
| Moteur pas-à-pas ("stepper" en anglais) entraînant le plateau | Creality 3D 42-34, BJ42D15-26V02 | 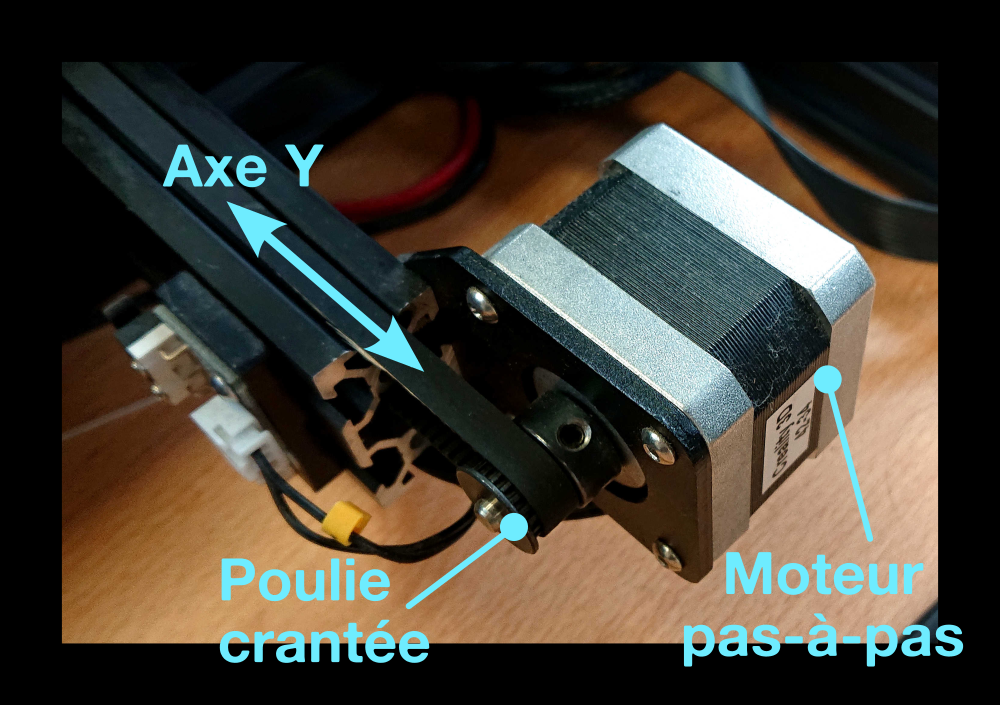 |
Entraînement du plateau suivant l'axe Y | L = 34 mm, I = 0.8 A, infos |
| Système d'entrainement du filament |  |
Le ressort permet de pincer le filament enter la roue libre et la roue dentée entraînée par le moteur pas-à-pas. Le filament est poussé dans le tube de PTFE. | ||
| Courroies | GT2 largeur 6mm |  |
Transmettre les mouvements au plateau (axe Y) ou à la buse (axe X) | |
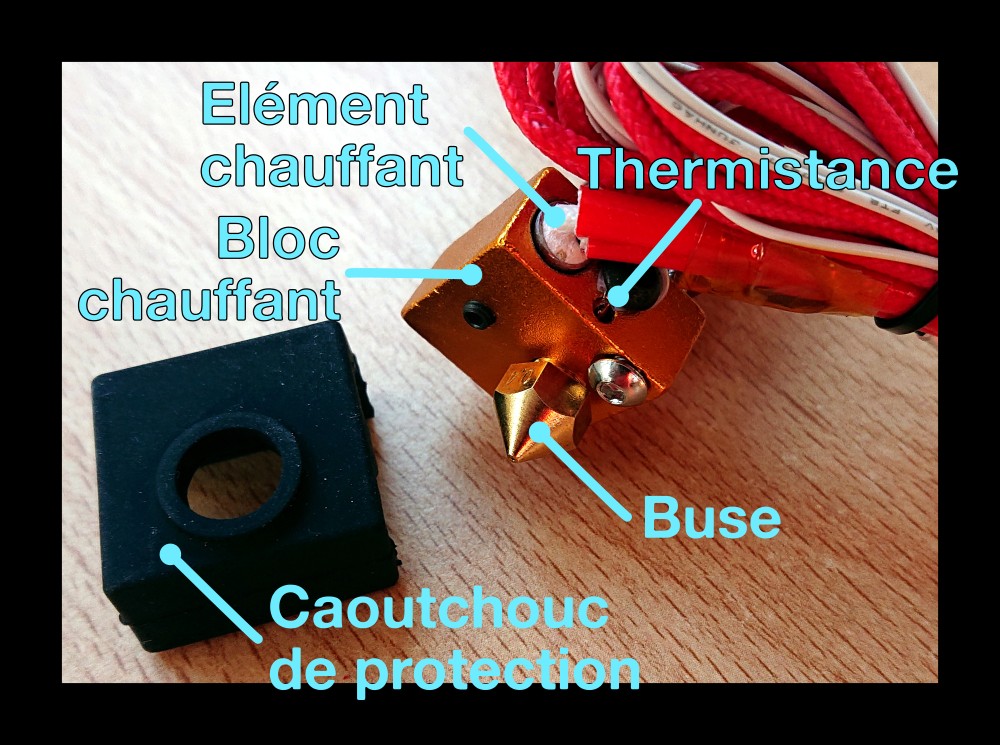
| Élément chauffant avec la thermistance | Thermistance 100k, élément chauffant 24V |  |
Insérés dans le bloc de chauffe, l'élément chauffant transmet la chaleur à la buse pour faire fondre le filament. La résistance électrique de la thermistance varie en fonction de la température et permet donc de connaître la température de la buse. Un PID permet de stabiliser la température de fusion à la température souhaitée. | |
| Ensemble chauffant et radiateur | Thermistance 100k, élément chauffant 24V | 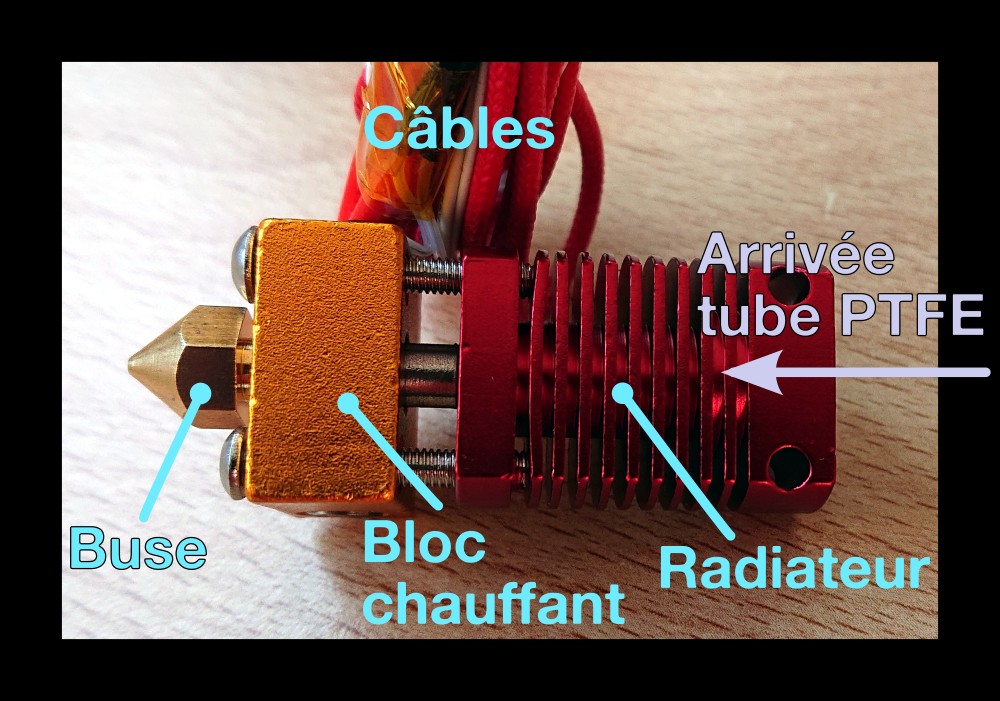 |
Le tube de PTFE vient s'insérer en butée dans le radiateur et guide le filament jusque dans le bloc chauffant. Le filament fondu sort par la buse. | Photo d'une pièce neuve, non installée sur une imprimante. |
| Ecran de contrôle et de réglage | Référence : 12864ZW-10 128 x 64 pixels (?) |
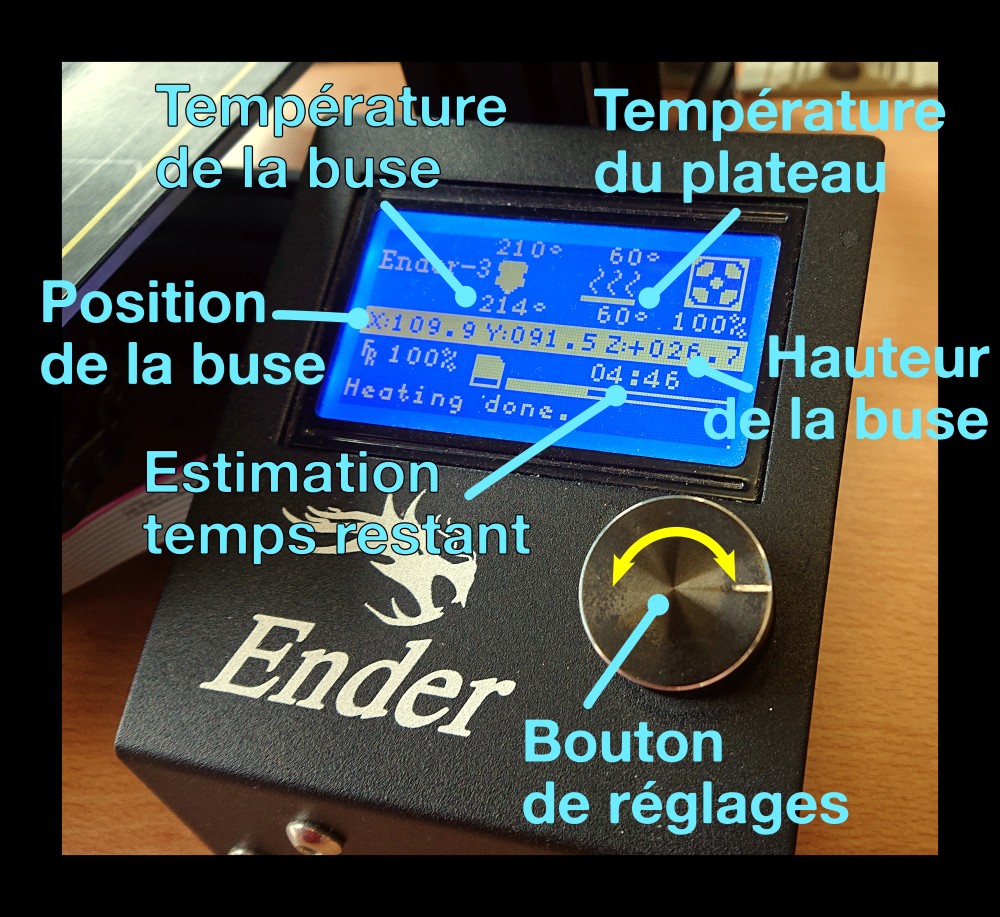 |
Il permet de régler la machine et de lancer une impression | Il peut être changé pour un modèle avec écran couleur et tactile |
| Ventilateur et souffleur | Diamètre 40 mm et alimentation 24V pour les 2 | 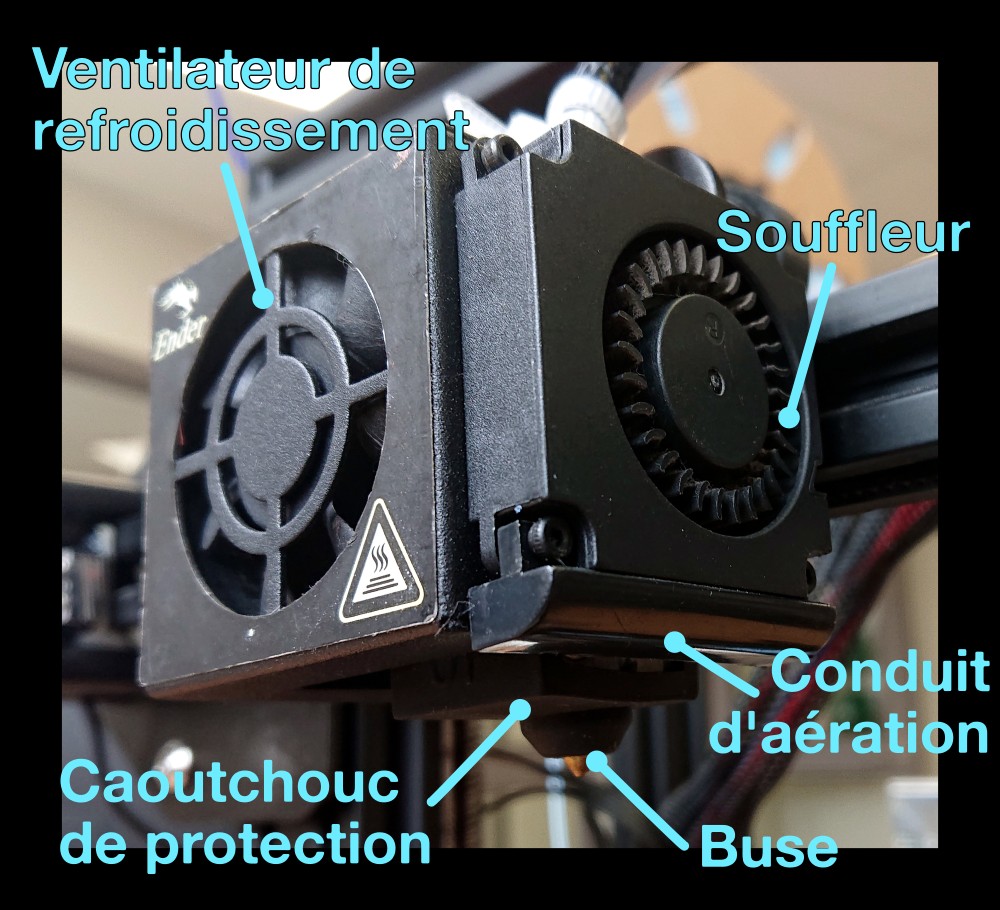 |
Le ventilateur refroidit la partie située juste au-dessus du bloc chauffant pour éviter que la chaleur ne fasse fondre le filament en amont : pour éviter de boucher l'extrudeur, il faut une transition franche de l'état solide à l'état liquide. Le souffleur souffle de l'air frais via le conduit d'aération pour refroidir le filament en sortie de la buse. Il n'est pas obligatoire, mais il permet d'améliorer nettement la qualité des impressions et d'éviter l'effet de "glace fondue" | |
| Capteurs de fins de course | Fin de course mécanique simple | 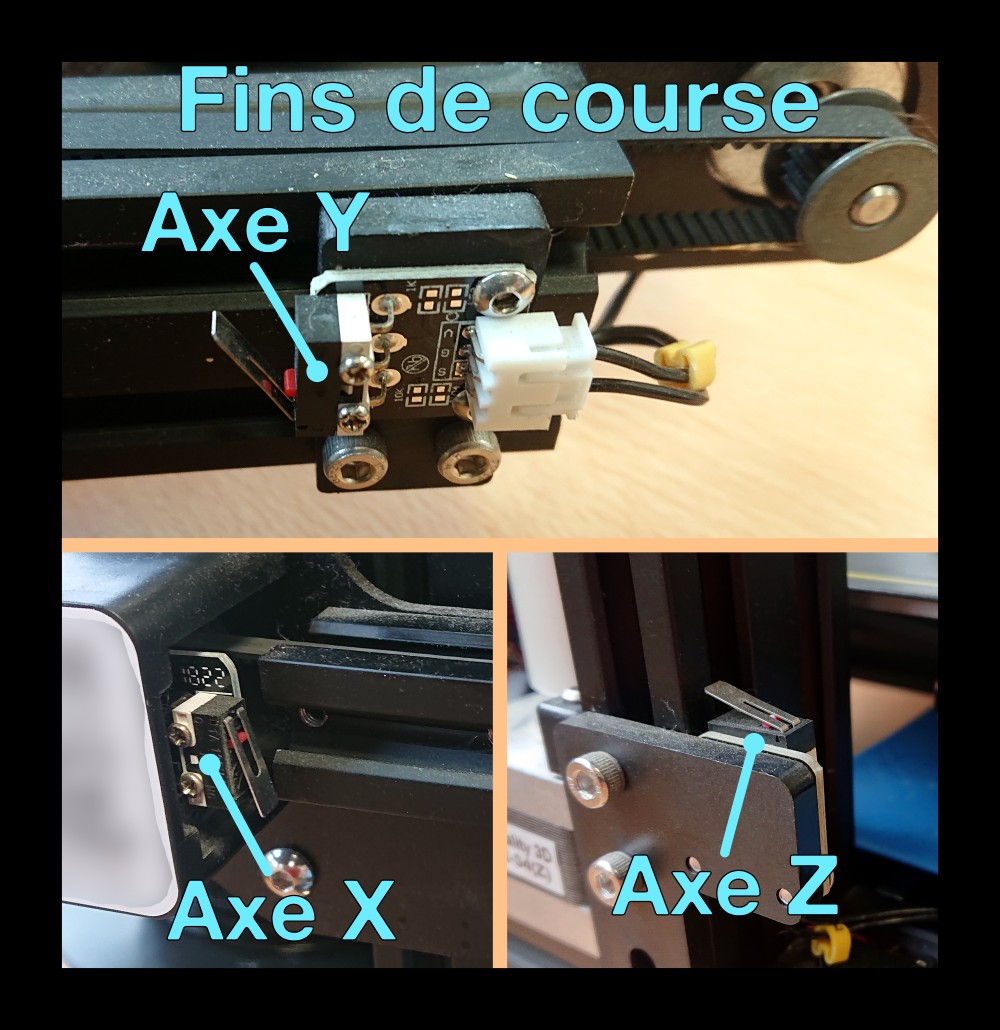 |
Ces fins de course fonctionnent comme des interrupteurs : lorsqu'une pièce de l'imprimante vient en contact avec la languette métallique, celle-ci s'appuie sur un interrupteur qui ferme le circuit connectant la broche "Signal S" à la masse "G". | |
| Alimentation électrique | Alimentation 220V AC -> 24V CC | 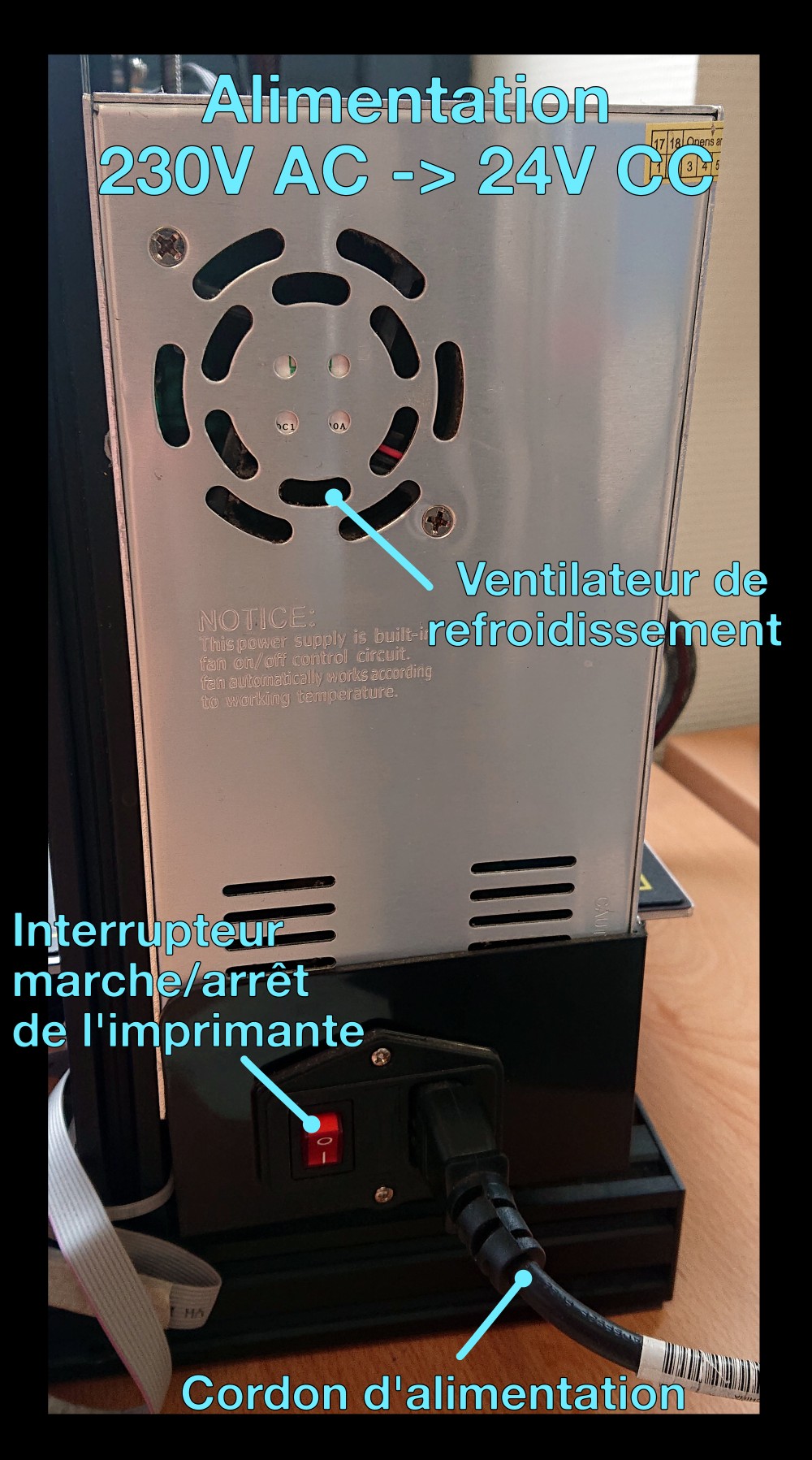 |
Le bouton marche/arrêt permet de mettre sous tension l'imprimante 3D : l'écran s'allume et les ventilateurs de refroidissement se mettent en route | |
| Plateau chauffant | Plateau chauffant 24V et thermistance 100k |  |
Le plateau chauffant est collé sur une plaque d'aluminium qui sert de support à l'impression. Comme pour l'extrémité chauffante, la thermistance permet de mesurer la température et donc de la contrôler autour d'une valeur cible, typiquement entre 50°C et 60°C pour le PLA. | Image originale prise ici |
les composants et leurs fonctions :
- électronique
- plateau prendre photo avec roulettes réglage
- plateau (chauffant) + les différents types
- écran
- carte mémoire
- port USB
- tube de teflon : permet au filament d’être guidé jusqu’à l’extrudeur sans frottement. Son diamètre externe est de 4mm et son diamètre interne de 2mm pour un filament de diamètre 1,75 mm.
les températures caractéristiques
le réglage du plateau (on verra plus loin comment) : focus sur les mollettes sous le plateau
le réglage des galets avec les vis excentriques (dire ce que c’est) : bien en contact avec les rails et bonne rotation
le réglage des courroies « bien tendues mais pas trop »
expliquer la différence de fonctionnement via carte SD VS connexion à un ordinateur en USB
Les filaments imprimables avec cette imprimante¶
- En théorie : PLA, TPU, ABS, PETG.
- En pratique : PLA et PETG. ABS : la température du plateau très difficilement les 100°C et a beaucoup de mal à les garder. TPU : le système d'extrusion avec le moteur déporté ne permet pas de "pousser" du filament flexible.
1.4 Montage de l’imprimante 3D OU analyse du modèle d’imprimante des participants¶
=> OBJECTIF = Dans le cas du CS Bagatelle : montage d’une Ender 3 et mise en route
| Comment | Déroulé | Liste du matériel | A faire |
|---|---|---|---|
| Assemblage et réglage de la machine avec les participants OU même exercice que précédemment mais avec leur imprimante | Revue des différents composants toujours dans un ordre "logique" OU suivre une présentation projetée | L'imprimante 3D des participants ET/OU projection images de leur imprimante | lire Dagoma#! |
Montage de l'imprimante 3D
Revue de toutes les pièces et composants : faire le lien avec ce qui a été vu en 1.2
Revue des outils et des accessoires fournis : permet de compléter éventuellement les informations données en 1.2
Carte SD fournie ? Voir ce qu’il y a dessus et prévenir que ce n’est pas du stockage fiable
Lire la notice fournie qui peut avoir beaucoup évolué depuis quelques années
Suivre les instructions de montage
Faire attention à quelques points : pièces abîmées ou tordues, en particulier les axes et l’extrudeur, vérifier l’état du câblage électrique, vérifier le bon contact des galets sur les v-slot et régler la vis excentrique si besoin
Utiliser youtube pour visionner des tutos de montage : exemple
https://www.youtube.com/watch?v=dtI-r2uUCMs
tester les principaux composants : déplacement des moteurs, fins de course, homing, thermistance, écran, chauffe
Exercice :
Chercher et identifier les composants d'une autre imprimante 3D : soit une autre machine du Fablab, soit la machine des participants.
1.5 Logiciel de tranchage : CURA¶
=> OBJECTIF = savoir trancher un STL et connaître les principaux paramètres
Le Gcode dans Marlin : https://marlinfw.org/meta/gcode/
expliquer ce qu’est un STL : fichier de fabrication VS fichier de conception ou construction
un trancheur, qu’est-ce que c’est ? Du STL au Gcode
paramétrer cura pour son imprimante et son filament
importer un STL et trouver le meilleur angle d’impression pour éviter les surfaces « flottantes »
vérifier les dimensions
expliquer que CURA permet de changer l’orientation, la position et les dimensions de la pièce, mais c’est tout. Donc s’il y a une erreur sur la pièce, il faut revenir dans le CAD
vérifier que la pièce est bien à plat sur le plateau
expliquer les principaux paramètres et leurs effets, à l’aide de pièces exemples imprimées en 3D : hauteur de couche, remplissage, support, températures, vitesse, adhésion au plateau, épaisseur des parois verticales et horizontales
trancher et visualiser l’aperçu
expliquer le code couleur
faire varier un paramètre de tranchage et constater les changements dans l’aperçu
indiquer le temps d’impression annoncé et la quantité de filament
montrer comment enregistrer des paramètres
exporter le fichier Gcode
expliquer rapidement le fonctionnement du Gcode et ouvrir le fichier exporté avec un éditeur de texte
orienter la pièce pour que les couches soient dans la meilleure orientation possible en fonction de la forme de la pièce et de son utilisation
expliquer les fragilités d'une pièce en fonction de son orientation d'impression
Refaire ces étapes avec un autre logiciel comme PrusaSlicer : cela permet aux participants de comprendre que des logiciels différents ayant la même fonction, posent les mêmes questions.
Exercice :
Trouver la meilleure stratégie d'impression de quelques (3) fichiers STL en fonction de leur forme, de leurs caractéristiques et évitant l'ajout de supports
Un de ces STL doit pouvoir s'imprimer en 10-15 minutes max, pour la section suivante.
Les pièces STL¶
- projet GoWest
- la bielle et La roue dentée
- le porte gobelet : le porte-boisson et le rail
- un vase Twisted_Vase_Basic.stl
- une vis VisPapiertoilette.stl
Insérer une pause pendant une impression¶
Insérer une pause permet de changer de filament en cours d'impression.
Voir ce paragraphe ici
1.6 Lancement de l’impression¶
=> OBJECTIF = être autonome sur l’imprimante 3D
allumage de la machine
expliquer le menu à l’écran
insérer le filament : chauffer, couper l’extrémité en biseau
lancer l’impression via le menu, expliquer que le menu n’est pas piloté par un puissant ordinateur mais par une simple arduino et que le défilement des lignes peut être long
mettre en pause VS arrêter l’impression
vérifier le réglage du plateau : trucs et astuces
lancer l'impression de 10-15 minutes (STL de la section précédente) et commenter ce qui se passe : on revoit avec les participants la succession d'opérations qu'effectue l'imprimante.
présentation plusieurs sites pour télécharger des fichiers STL : Thingiverse, Cults3D, Grabcad, ToyRescue (réparation de jouets) ...
FIN DE LA PREMIERE JOURNEE
La deuxième journée démarre par l'exercice suivant
Exercice :
Les participants choisissent un STL (recherche internet), le tranchent avec CURA et lancent l'impression en autonomie
On corrige et on accompagne si besoin.
1.7 Les principaux problèmes d’impression¶
=> OBJECTIF = être capable de diagnostiquer et résoudre les problèmes simples les plus récurrents
| Comment | Déroulé | Liste du matériel | A faire |
|---|---|---|---|
| Présentation orale avec peut-être une projection + exercice | video-proj + pc + internet | une infographie pour illustrer le calcul de pas/mm + prévoir un exercice |
La buse qui se bouche et expliquer les symptômes
Filament coincé dans le tube PTFE
plateau mal réglé : la pièce se décolle
plateau avec traces de doigts : il faut le nettoyer avec un dégraissant, type Acétone. Attention : vérifier que le plateau n'est pas recouvert d'une couche de vernis ou de peinture ! l'acétone pourrait la dissoudre !
perte de pas
courroie détendue
plusieurs impressions en même temps
pas assez de filament
nœuds dans la bobine
coupure de courant : reprise possible ? À vérifier
les courants d’air
sous-extrusion : une des cause peut être un mauvais réglage du nombre de pas par mm de l'extrudeur. Cela peut se vérifier en faisant une marque au feutre sur le filament, puis on et extrude 100 mm et on refait une marque au même niveau. On mesure ensuite l'écart entre les deux marques et si celui-ci est très inférieur à 100 mm (ex : 90 mm), on fait une règle de trois pour déterminer le bon nombre de pas par mm : ancien_pas/mm * 100 / 90 = nouveau_pas/mm.
aller chercher sur internet des pages où tous les problèmes possibles sont expliqués avec leur résolution https://www.simplify3d.com/support/print-quality-troubleshooting/
l’impression est lancée mais ce n’est pas la bonne
écouter son imprimante : tout bruit non habituel peut être le signe d'un problème.
Faire une présentation diapo pour cette section
S'appuyer sur les infos du lien ci-dessus, faire des photos pour illustrer.
1.8 Maintenance et points de vigilance sur une imprimante 3D¶
=> OBJECTIF = connaître les pièces qui s’usent et qu’il faudra changer à moyen terme, (cf « la formation + » ci-dessous) et mettre à jour le firmware
Firmware d'une imprimante 3D :- c'est quoi ?
- comment le mettre à jour :
- Prusa I3 MK3S
- Ender 3
alimentation électrique 12 ou 24V
liste des pièces qui s’usent
nettoyage : buse et poussière et générale
1.9 CAO¶
OBJECTIF = acquérir les bases de FreeCAD permettant de faire des pièces simples
| Comment | Déroulé | Liste du Matériel | A faire |
|---|---|---|---|
| - Projection de l'écran de l'animateur pour que les participants suivent les étapes. - Chaque participant est équipé d'un ordinateur (windows linux) avec FreeCAD installé. - Les participants peuvent travailler en équipe de 2. - A disposition : réglets, pieds à coulisse, papier et crayon |
1- Présentation générale de la CAO, de FreeCAD et de son interface. 2- Partie cours : Les participants dessinent une pièce en même temps que l'animateur ce qui permet à ce dernier d'expliquer les outils de FreeCAD. 3- Partie exercice : les participants doivent redessiner une pièce à partir d'une pièce fabriquée en 3D. |
- Un vidéo-projecteur + ordinateur (portable) pour l'animateur - Ordinateurs x nombre de participants, avec FreeCAD installé - Papier - Crayon - Règles et réglets - Pieds à coulisse - Pièce imprimée en 3D à reproduire |
- Préparer une pièce à dessiner - Dessiner et fabriquer une pièce en impression 3D - Trouver des sites ressources de référence sur FreeCAD - A croiser avec la future formation FreeCAD et son openbadge |
Lien vers la formation FreeCAD en cours de création : https://projets.cohabit.fr/redmine/projects/ateliers/wiki/Formation_FreeCAD
Contenu :
1-
Brève histoire de la CAO : de la planche à dessin à l'ordinateur
A quoi sert la CAO aujourd'hui ? comment est utilisée la CAO ?
Les logiciels de CAO les plus connus : les solutions payantes et les solutions gratuites et libres. Autre exemple de solution gratuite, mais pas très ouverte : TinkerCad.
Avantages et inconvénients d'utiliser FreeCAD :
- accessibilité
- partage des fichiers
- communauté => forums, tutoriels, ...
- ...
Donner 2 ou 3 sites ressources de référence, comme par exemple la page wiki officielle : https://wiki.freecadweb.org
Ouvrir FreeCAD et présenter son interface.
2- Faire un porte-clé avec son prénom
Créer un nouveau fichier
Créer une esquisse dans le plan XY
Dessiner une forme
Appliquer des contraintes : géométriques puis dimensionnelles
Fermer l'esquisse et passer à l'atelier Part
Extruder l'esquisse
Visualiser le résultat en tournant autour de la pièce et expliquer les combinaisons de touches à la souris
Revenir dans l'esquisse et faire une modification
Visualiser les changements dans l'extrusion
Nommer la pièce extrudée et son esquisse (exemple de bonne pratique) et expliquer l'arborescence de la "vue combinée"
Dessiner une nouvelle esquisse et l'extruder
Positionner cette nouvelle extrusion par rapport à la première
Montrer comment cacher et changer la couleur des objets pour une meilleur visibilité
Avec l'atelier Part, effectuer une opération booléenne entre ces deux extrusions
[...] en fonction de la pièce à dessiner -> rajouter les étapes précises pour aller jusqu'au porte-clés.
Exporter la pièce finale en .STL
Vérifier en l'important dans CURA que tout est ok.
3-
A l'aide de ce qui a été vu précédemment
Prendre le temps d'analyser la pièce à reproduire
Discussion avec les participants, mais les laisser réfléchir et explorer différentes voies.
Prendre toutes les côtes
Dessiner sur papier les différentes vues avec les côtes
Travailler sur FreeCAD
Aider les participants en fonction du temps qu'il reste
Vérifier que les participants ont réussi à reproduire la pièce
Discussion sur les stratégies de conception choisies.
(Exporter la pièce en STL et Imprimer la pièce ???)
1.10 Préparation de l’atelier ou de l’animation¶
=> OBJECTIF = Ne rien oublier pour le jour J
Explication des contraintes d’animation liées à l’impression 3D
Proposition d’une forme d’animation + discussion : une grosse impression de plusieurs heures pour faire tourner la machine ou bien plusieurs petites impressions dans la journée pour fabriquer des goodies. Exemples : pièces creuses comme des vases pour voir la pièce grandir au fur et à mesure de la journée.
Préparation d’un fichier : en fonction du temps qu’il reste, faire un peu de CAO sur FreeCad ou présenter des sites comme thingiverse
internet ?
Avoir des pièces déjà imprimées
Expliquer le mode "Spiralize Outer Contour" dans le menu "Special Modes" de CURA pour imprimer des pièces rapidement lors des événements + ne pas oublier de le désactiver !
//////~~~~\\\\\\~~~~//////~~~~\\\\\\
2. Journée d’animation ou d'atelier¶
2.1 Installer l’imprimante 3D
trouver un emplacement permettant aux visiteurs de bien observer l’impression
démarrer une impression (avec un STL tranché en amont) pour vérifier que la machine fonctionne et que le plateau est bien réglé
2.2 Accueil du public
présenter l’imprimante
présenter des objets réalisés en impression 3D
expliquer les avantages et les inconvénients
2.3 Atelier CAO ???
mini-formation à la CAO
mini-formation ou accompagnement pour trancher le fichier et lancer l’impression
imprimer des pièces dessinées par le public
2.4 Type d’impression
petits goodies à la chaîne ?
grosse impression sur une journée ?
A faire, prévoir, … bref y penser :
- trouver des STL exemples pour expliquer CURA
- avoir des pièces imprimées en 3D (en vrai et en photo pour présentation) pour illustrer les explications
//////~~~~\\\\\\~~~~//////~~~~\\\\\\
Formation +¶
faire une impression en plusieurs couleurs avec un seul extrudeur
insérer une pause automatique dans le gcode pour insérer un élément dans la pièce imprimée
électronique : expliquer les composants et leur fonctionnement
firmware : configurer marlin et l’installer sur une carte
réglage du PID
changer une pièce : faire le diagnostic de la panne et trouver la référence de la pièce à changer
régler le courant max des drivers
Formation +++
concepteur de machine
//////~~~~\\\\\\~~~~//////~~~~\\\\\\
Trucs en vrac, copiés-collés ... à insérer au-dessus au fur et à mesure¶
Problèmes et solutions les plus courants
| Problème | Solutions | Comment |
|---|---|---|
| La pièce n’adhère pas au plateau | Vérifier la température du plateau | Regarder les indications données par l’imprimante et/ou repetier et vérifier les paramètres du trancheur |
| Nettoyer le plateau | Chiffon humide + savon ou acétone. L’objectif est d’enlever les poussières et les traces de gras | |
| Régler l’horizontalité du plateau | Vis de réglages du plateau aux 4 coins et utilisation d’une feuille de papier entre la buse et le plateau | |
| La pièce se décolle dans un coin au bout d’un certains temps | Envisager les solutions ci-dessus | |
| Vérifier l’homogénéité de la température du plateau | Eliminer les sources de courant d’air | |
| La température indiquée est absurde, T=-14° ou T>300° | Vérifier la thermistance, Regarder le branchement, mesurer sa résistance électrique |
GUILLAUME :
Les problèmes récurrents c'est quoi :
Plateau pas aligné -> ça se décolle
Thermistance débranchée -> T = -14ºC ou court circuit -> T ≥ 300
Pololu grillé -> axe qui bouge pas
Imprimante qui se connecte pas -> Arduino grillée ou mauvais baudrate
Pièce fragile -> sous extrusion
Attention au changement des pololus -> 3 jumpers -> 1/16 pour les a49xx et 1/32 pour les violets (drv8825)
Buse bouchée -> dommage, bourrer le fil et prier très fort
Erreur de chauffe -> vérifier que fil de thermistance pas coupé