Imprimantes 3D¶
Documentation Imprimante 3D¶
Une page web pour expliquer l'origine de plusieurs problèmes courants en impression 3D et comment les résoudre :
https://www.simplify3d.com/support/print-quality-troubleshooting/
Comment régler le PID de l'extrudeur :
http://3dprinting.forumactif.org/t226-reglage-du-pid-aux-petis-oignons
Tout le Gcode :
https://marlinfw.org/meta/gcode/
Paramètres pour imprimer les différents type de plastique :
https://filaments.ca/pages/temperature-guide
Tableau de correspondance pour les diamètres de câbles électriques :
http://www.jdl68160.com/jauges_awg.pdf
Quel diamètre de câble électrique pour quelle puissance/ampérage ?
https://www.123elec.com/norme-conducteur-disjoncteur
Explications des différents formats de fichier : STL, OBJ, Gcode, ... 3MF !
https://all3dp.com/2/3d-file-format-3d-model-types/
Séchage filament PLA¶
Comment fonctionne une imprimante 3D ?¶
Dans un premier temps vous devez fournir un modèle (fichier STL par exemple) à votre imprimante afin qu’elle sache ce qu’elle doit imprimer.
Une fois le fichier contenant le modèle envoyé à votre imprimante 3D, la deuxième étape consiste à insérer le filament 3D de matériau dans la tête d’impression (appelée extrudeuse).
Ce filament sera ensuite chauffé et déposé sur le plateau d’impression en une succession de couches horizontales de plastique à la manière d’un mille-feuille, une impression 3D est donc une succession de centaines de (très) fines couches de matériau les unes sur les autres.
Les matériaux d’impression sont en nylon ou acide polylactique
Quelles sont les étapes pour imprimer en 3D ?¶
Étape 1 : Obtenir ou créer votre modèle 3D
Dans un premier temps vous devez fournir un modèle (fichier STL par exemple) à votre imprimante afin qu’elle sache ce qu’elle doit imprimer. Vous pouvez soit :
dessinez votre modèle 3D à l’aide d’un logiciel adapté comme Google Sketchup, Blender, 3DS Max, Repetier-Host et Netfabb ou d’autres logiciels.
Téléchargez le modèle 3D sur des sites.
Le modèle est un fichier .STL, il ne reste plus qu’à l’importer dans votre logiciel d’impression 3D.
Étape 2 : Préparer l'impression en 3D
Ouvrez votre fichier STL grâce au logiciel fourni avec votre imprimante 3D. Vous pourrez alors le visualiser et si besoin le déplacer sur la plateforme, agrandir ou diminuer sa taille.
Étape 3 : Faites vos réglages
Connectez votre imprimante 3D à l’ordinateur (câble USB, carte SD, WiFi), placez votre bobine de matériau sur le support de bobine, puis insérez le filament 3D dans le chargeur.
Étape 4 : Lancer votre impression
L’imprimante va chauffer le plateau et la buse et commencer l’impression de votre modèle. La tête d’impression va faire fondre le filament et se déplacer pour le déposer sur le plateau afin de créer votre objet en trois dimensions.
Les modèles d’imprimante 3D que vous pouvez fabriquer :
Reprap
La Darwin
Huxley
Prusa V2 (par Josef Prusa)
Makergear Prusa (Par Rick Pollack)
Wallace (par whosawhatsis)
Prusa Air 2 (par Mecano) avec du plastique transparent ce qui donne à la Prusa un air original
Rostock (par Johann)
FoldaRap (par Emmanuel), le modèle RepRap pliable et portable
Technologie
Les imprimantes 3D personnelle peuvent être faites à partir du zéro ou en Kit construite. On pourrait toujours se référer sur les modèles existant.
L’imprimantes 3D sera constituée d’un support, d’une surface d’impression (une base) et de trois axes (z, x, y).
Ces axes seront mobiles grâce à des moteurs, gouvernés par des composants électroniques reliés à une carte centrale. La réalisation de la carte centrale nécessite des connaissances en électronique, et nous nous sommes informés sur différentes possibilités (Arduino par exemple).
Les étapes de la fabrication de l’imprimante 3D (type RepRap)
La fabrication du chassie
Monter le matériel
Construire l’électronique
Relier les moteurs, les ventilateurs, et autres embouts chauffants à l’électronique
Uploader le microprogramme à l’électronique
Charger hôte pour PC et connectez l’imprimante
Utiliser un programme de trancheuse sur PC pour découper un fichier STL (l’objet que vous voulez imprimer) et générer le gcode
Charger le Gcode généré par le programme de tranchage dans l’hôte
Exécuter la commande ‘Imprimer’ sur l’hôte
Précisions sur la machine:
-Pour des fentes à 0,10mm d'épaisseur, Cura Engine la détecte mais ne peut pas la faire (suite au plastique qui s'étale légèrement.) et Slic3r ne la détecte pas du tout. Il faut des fentes de minimum 0,15mm d'épaisseur. (Tester entre 0,11 et 0,14)
Octoprint¶
Début de documentation sur Octoprint
Impression avec des fils spéciaux¶
Paramètres pour le filament bois :¶
- Température d'extrusion comme pour le PLA classique, c'est-à-dire 200°C
- Vitesse d'impression : 75%
Paramètres pour le filament béton :¶
- Température d'extrusion : 220°C
Documentation sur les différents procédés d'impression 3D:
https://www.lesnumeriques.com/imprimante-3d/impression-3d-differents-procedes-a1876.html
Paramètres pour le filament carbone :¶
Filament colorfabb XT-CF20 https://colorfabb.com/xt-cf20
- Température d'extrusion : 260°C
- Température de plateau : 75°C
- Vitesse d'impression : 50mm/s
/!\ Le filament est extrêmement abrasif, une buse classique en laiton ne peut pas supporter plus de 12h d'impression avant d'être détruite


Il vaut mieux installer une buse en acier inoxydable ou en cuivre renforcé. Leur propriété d'impression sont identiques mais elle sons bien plus résistantes.
buse_acier_inoxydable
Post Traitement¶
Lissage du PLA¶
https://hackaday.com/2018/06/15/smoothing-pla-with-two-paints/
Maintenance Imprimante 3D¶
2021-09-20¶
Machine: Imprimante 3D Ender 3 Curiosity
Problème: Fuite de filament au niveau de la buse
Après démontage de la buse, on a pu observer une détérioration du pas de vis. On suppose donc que cette détérioration est la cause de la fuite.
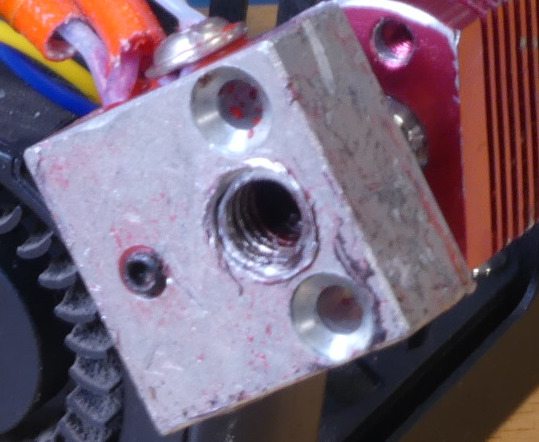 |
|---|
| Bloc chauffant dont le taraudage d'accueil de la buse est abîmé |
Solution : On a remplacé l'extrudeur.
Réglage steps/mm de l'extrudeur¶
Comment régler le nombre de pas par millimètres en fonction du système d'entrainement du fil, du type de fil et de la température d'extrusion afin d'avoir la bonne quantité de plastique extrudée :
https://www.youtube.com/watch?v=QnrH2Sk7y40
Changement de drivers de moteur¶
Le driver peut être configuré de plusieurs façon (full step, 1/4 de pas, 1/8, 1/16, (1/32)). --> correspond à la rotation par impulsion. La plupart des imprimantes sont en 1/16 de pas pour avoir un mouvement fluide. L'atmega2560 ne pas pas gérer le 1/32.
Il y a plusieurs type de drivers commun :
-A4988 (vert, noir ou rouge)
-DRV2588 (violet)
Le réglage du mode de microstepping se fait par des jumper sous le driver. ATTENTION les deux drivers ne sont pas directement compatibles
Pour le même réglage A4988 est en 1/16 et DRV2588 en 1/32 : SOLUTIONs :
-Régler dans le firmware
OU
-Régler avec les jumpers sous le driver
Symptômes :¶
Impression 2 fois plus grande ou 2 fois plus petite après le changement d'un driver grillé
Capteur de température (résistance)¶
Peut être à l'origine des erreurs de chauffe¶
Le plus souvent 100K ohm
Affiche -14 (ou -qqch)¶
Mauvais branchement ou faux contact
Supérieur à 300¶
Court circuit entre les deux fils de la résistance (R ~ 0 ohm)
Sûrement au niveau du bloc de chauffe : La gaine ne protège plus les fils et ils sont tous deux en contact avec le bloc de chauffe en alu
Comparatif de composant électronique
 ¶
¶
Ici, vous retrouverez les différentes recherches pour comprendre le fonctionnement de certain composant comme le driver de la Prusa i3 qui a l'air parfaite, mais aussi d'autre idée avec des cartes qui nous permettraient de changer des composant HS (hors service) grâce à des supports, un peut comme si on voulait enlever des briques de Lego.
Donc si vous êtes intéressé par le driver cliquer sur Drivers et si vous voulez connaître certaines cartes allées dans Cartes :
Drivers¶
Cartes¶
Insérer une pause dans une impression 3D¶
Insérer une pause permet de changer de filament et donc de faire des impressions multicolores par couche.
Avec CURA, il est possible d'insérer une pause dans une impression afin de changer de couleur du filament.
Pour cela il faut aller dans le menu Extensions\Post Processing\Modify G-Code.
Une fenêtre Post Processing Plugin s'ouvre. Il faut ensuite cliquer sur Add a script et sélectionner Pause at height.
Dans le menu Pause at, sélectionner "Layer Number* et indiquer dans Pause Layer le numéro de la couche après laquelle l'imprimante devra faire une pause.
Exemple : si on souhaite réaliser une pause après 3 mm d'impression et dans le cas où la hauteur des couches est de 0.2 mm, il faut indiquer la couche 15, car 15 x 0.2 = 3 mm.
Le menu Standby Temperature indique la température de la buse pendant la pause. Par défaut cette température est à 0. Il faut mettre 200° ou 210°C afin de pouvoir enlever le filament et en mettre un nouveau pendant la pause.
Une fois le Post Processing Plugin paramétré, il faut cliquer sur Close et trancher la pièce.
Exemple de pause insérée dans un G-Code après la couche 15 :
;TYPE:CUSTOM ;added code by post processing ;script: PauseAtHeight.py ;current layer: 15 M83 ; switch to relative E values for any needed retraction G1 F300 Z4.2 ; move up a millimeter to get out of the way G1 F9000 X190 Y190 G1 F300 Z15 ; too close to bed--move to at least 15mm M104 S0 ; standby temperature M0 ; Do the actual pause M109 S210 ; resume temperature G1 F300 Z3.2 G1 F9000 X118.183 Y122.602 G1 F300 Z3.2 ; move back down to resume height G1 F2700 ; restore extrusion feedrate M82 ; switch back to absolute E values G92 E630.25744Quelques remarques :
- Tout ce qui est précédé d'un ";" est du commentaire.
- Dans le G-code généré par CURA la première couche est la couche "0", la 15e couche est donc la couche 14.
- Après la fin de la couche, le plateau se déplace en Y = 190 mm, l'extrudeur en X = 190 mm et Z = 15 mm.
- La commande Gcode pour insérer une pause est M0 : https://marlinfw.org/docs/gcode/M000-M001.html
- Standby Temperature M104 S0 règle la température pendant la pause à 0°C. Il vaut mieux avoir M104 S210 pour garder l'extrudeur chaud et effectuer le changement de filament.
- G1 F300 Z3.2 replace la buse à la 16e couche.
- G1 F9000 X118.183 Y122.602 replace la buse à l'endroit où elle s'était arrêtée dans le plan XY.
- G92 E630.25744 dernière distance de filament extrudé avant la pause.
Une fois le filament changé, il faut penser à purger la buse manuellement avant de relancer l'impression.
Attention à ne pas déplacer l'un des axes pendant l'opération : l'imprimante perdrait son repère !
Pour éviter cela, il faut insérer la commande M17 qui bloque tous les moteurs ... A TESTER !
Insérer du son¶
Commande G-code pour insérer du son pendant l'impression : M300 S[fréquence Hz] P[durée ms]
Plus d'informations ici
Plusieurs petites musiques avec M300 : ici
Dangers de l'impression 3D¶
Les_risques_relatif_à_l'impression_3D_¶
Tester son Filament et son imprimante¶
Dans le but de tester les performances de sont imprimantes et des filaments, il est possible de réaliser des impressions tests.
Ici : 3DTestUltime.3mf , un fichier sous Cura pour tester tout les paramètres d'impressions.
| Forme | Objectifs | Défauts | Solutions |
| cylindre | Tester le déplacement xy | ovale au lieu de cercle | augmenter les refroidissement du fil en sortie de buse, retendre les courroies |
| piques | Tester la rétractation | cheveux d'anges | réduire la température, activer ou augmenter la rétraction |