ML-W1070 NOTRE NOUVELLE MACHINE DE DECOUPE LASER¶
- Contenu
- ML-W1070 NOTRE NOUVELLE MACHINE DE DECOUPE LASER
- Faire sa première gravure avec la ML-W1070*
- Améliorations à apporter
Caractéristiques¶
 |
Type de laser Céramique Core (R) de la marque Iradion Source laser CO2 jusqu'à 120 Watt Puissance = 126 W mesurée le 17/06/2026 en sortie du 3e miroir, sans la lentille Surface de découpe maximale est de 980 mm x 695 mm Hauteur ? Logiciel LightBurn 2 - Documentation |
| Matériaux : Idem à ceux supportés par la Trotec speedy 300 TM Épaisseur de découpe maximale : - MDF 15 mm - PMMA 20 mm - Pin massif 18 mm |
Le panneau de contrôle de la découpe laser porte la référence RDC8445S, qu'on appel plus communément le contrôleur de la découpe laser. Voici son manuel utilisateur trouvé sur le net qui peut servir à mieux apprivoisé les possiblité de la machine et les potentiels réglages :
Essais de gravure : largeur maximale versus vitesse¶
L’objectif de cette série d’essais est de déterminer la largeur maximale de gravure obtenue en fonction de la vitesse de déplacement du laser et de la puissance appliquée. Ces essais permettent d’étalonner la ML-W1070 pour différents types de matériaux et de mieux comprendre son comportement sur des surfaces différentes.
Méthodologie¶
Les tests ont été réalisés sur du Contreplaqué 4 mm, les tests sur du plexiglass transparent 5 mm seront fait ultérieurement.
Pour chaque essai, deux bandes de gravure rectangulaires ont été tracées, l'une fixe de largeur 980 mm, hauteur 10 mm et la seconde variable.
Le tableau ci-dessous correspond aux tests réalisés sur MDF5 indiquant la qualité de gravure selon le rapport taille/vitesse
| Largeur(mm) | Vitesse(mm/s) | Défaut de gravure |
| 700 | 2800 | oui |
| 690 | 2850 | oui |
| 680 | 2900 | oui |
| 680 | 2950 | non |
| 680 | 2960 | non |
| 680 | 2970 | non |
| 670 | 2980 | non |
| 650 | 3000 | non |
| 650 | 3080 | non |
| 640 | 3100 | oui |
| 640 | 3140 | non |
| 630 | 3200 | non |
| 620 | 3230 | oui |
| 610 | 3300 | non |
| 600 | 3350 | non |
| 590 | 3400 | non |
| 580 | 3450 | non |
| 570 | 3500 | non |
| 560 | 3520 | oui |
| 550 | 3570 | oui |
| 550 | 3580 | oui |
Chaque essai a été enregistré dans LightBurn sous un nom unique (ex. Gravure_MDF_V500_P20).
Résultats observés¶
- En dessous de 1000 mm/s, la gravure est très marquée, avec un noircissement accentué du MDF et une profondeur notable.
- Entre 1500 et 2000 mm/s, la gravure reste bien lisible, avec un contraste suffisant et un bon compromis entre vitesse et qualité.
- Au-delà de 2500 mm/s, la gravure devient plus claire : le faisceau parcourt trop vite la surface, limitant la fusion du matériau.
- Pour le plexiglass, les meilleures gravures (nettes et régulières) ont été obtenues à vitesse 2000 mm/s et puissance 50 %.
- Sur le MDF, une configuration de 1500 mm/s – 40 % de puissance produit un rendu homogène, sans carbonisation excessive.

Largeur de gravure sur MDF à différentes vitesses (de gauche à droite : 500 à 3000 mm/s)
Interprétation¶
La largeur effective de la gravure dépend directement du temps d’exposition du faisceau.
Une vitesse trop élevée réduit ce temps, ce qui atténue la profondeur et le contraste. À l’inverse, une vitesse trop faible entraîne une surchauffe et un élargissement du trait.
Ces essais confirment que la ML-W1070 possède une excellente stabilité du faisceau sur toute la largeur utile (690 mm), avec une homogénéité de puissance constante.
Recommandations¶
- Pour les gravures de texte ou de motifs fins, privilégier vitesse : 2000–2500 mm/s, puissance : 40–50 %.
- Pour les gravures profondes ou contrastées, réduire la vitesse à 1000–1500 mm/s et augmenter la puissance.
- Toujours effectuer un petit test sur échantillon avant la gravure finale afin d’ajuster les paramètres selon le matériau.
Utilisation de la machine¶
Les 2 découpes laser constituent le cœur d'attractivité du Fablab. Ainsi l'attention nécessaire leur est accordée en terme de documentation, de médiation et de transmission. La première, la Trotec Speedy 300TM est plus ancienne et âgée de 10 ans bientôt ou environ, elle continue d'assurer les découpes mais tend vers sa fin de vie. L'idée est donc venue aux Fabmanager de commander une nouvelle. L'essentiel des développements de cette section lui est consacré.

Essais de découpe : vitesse versus puissance maximale et minimale¶
15h-16h20
Nous (Léo Legal et Denoel Christian) avons accompagné les étudiants en DU Énergie sur leurs projets de conception de boite isolante visant a abriter des capteurs
Les étudiants viendront tout les jeudis, ce qui nous permettra de les accompagner et de suivre l'avancée sur la durée de notre stage
Les étudiants avaient déjà préparé leurs fichiers Inkscape, prêts a être découpés
Nous leurs avons expliqué les étapes à suivre sur la MW-1070, comment passer leurs fichiers Inkscape sur LightBurn, comment y modifier leur fichiers et faire les paramétrages vitesse/puissance
A notre premier essai, nous avions mis la puissance a 30 et la vitesse a 100. Le premier essai n'a pas été concluant.
A notre second essai, nous avons échangé les valeurs, et par mégarde décoché la valeur "Air" sur LightBurn. La planche a bien été découpée, mais a produit des flammes et une quantité inhabituelle de fumée pour ce genre
MDF3 vitesse 45 mm/s puissance 100, puissance min. 100
Faire sa première gravure avec la ML-W1070*¶
Dans ce projet il s'agit de faire une gravure basique d'un rectangle.
Partie 1: Configurations dans Lightburn
1. Lancer Lightburn en double cliquant sur l'icône qui se trouve sur le bureau.
2. Il faut noter que la zone de travail est de 980 mm x 695 mm.
3. Dessiner un rectange quelconque.
4. Le définir à la taille à 980 mm x 10 mm.
5. Mettre en X position 0 par rapport à la droite.
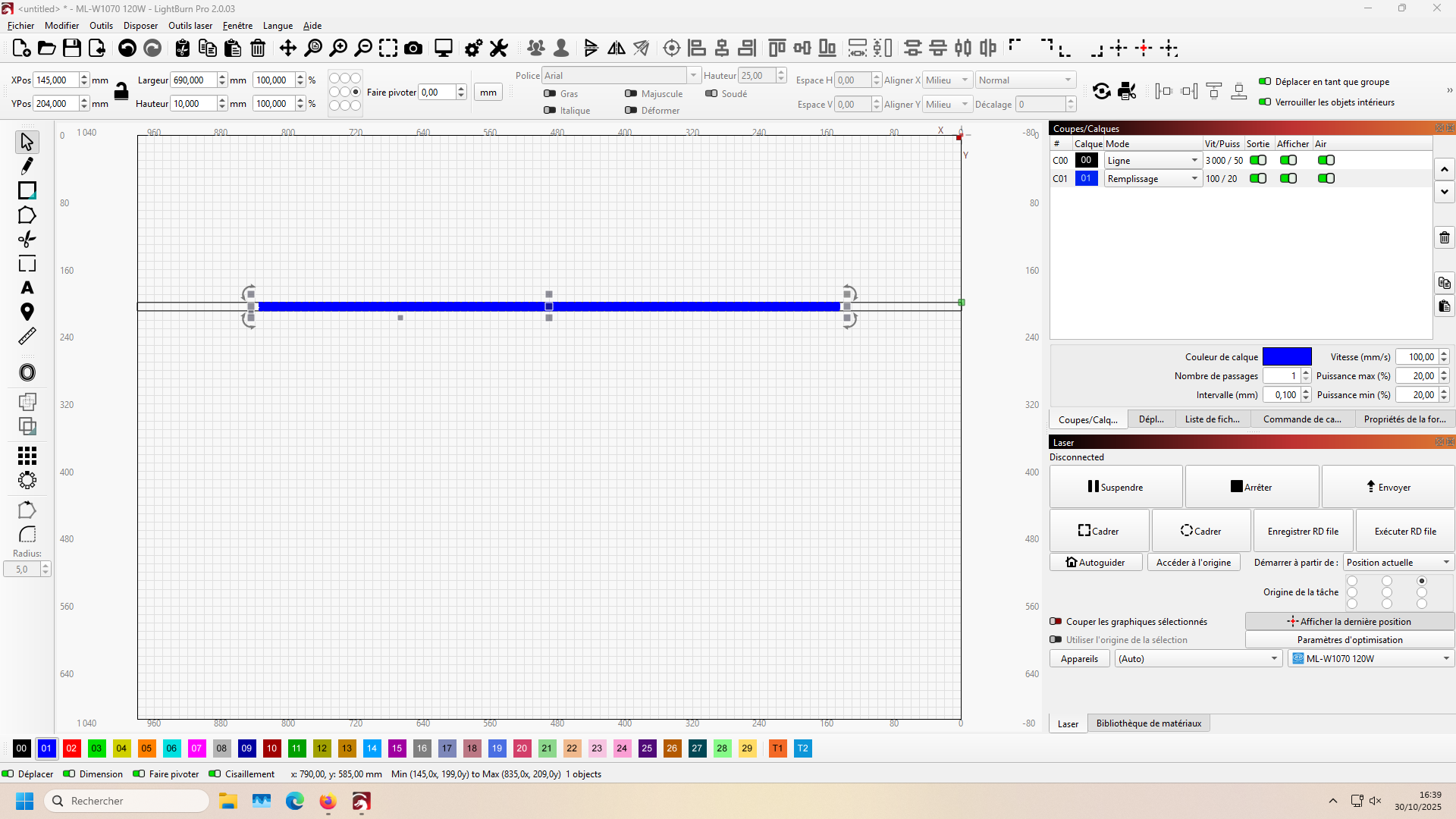
6. Double-cliquer sur Vit/Puiss et modifier la vitesse à 500 et la puissance à 20.
7. Passons au rectangle de gravure, il faut le dessiner puis définir la taille à 690 mm x 10 mm, sélectionner les deux rectangles et les centrer l'un par rapport à l'autre.
8. Aligner à partir de la position actuelle (relative, pas d'importance).
9. Définir la vitesse à 3000 et la puissance max à 50 puis mini à 50.
10. Définir une intervalle entre les lignes de 0,1.
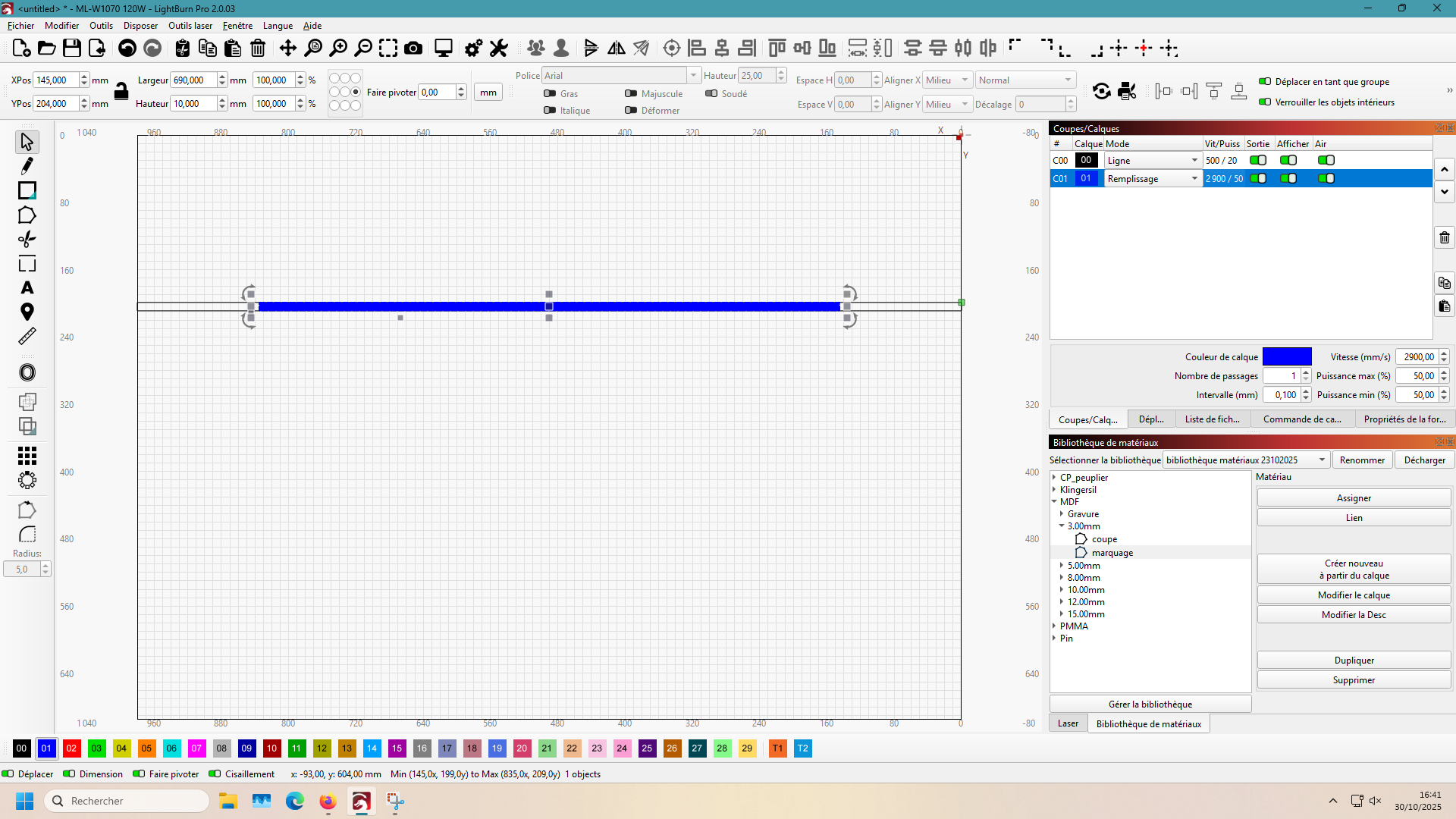
11. Il faut noter que la bibliothèque de matériaux sont les paramètres pré-enregistrés.
12. Allumer maintenant la machine avec la clé ON/OFF
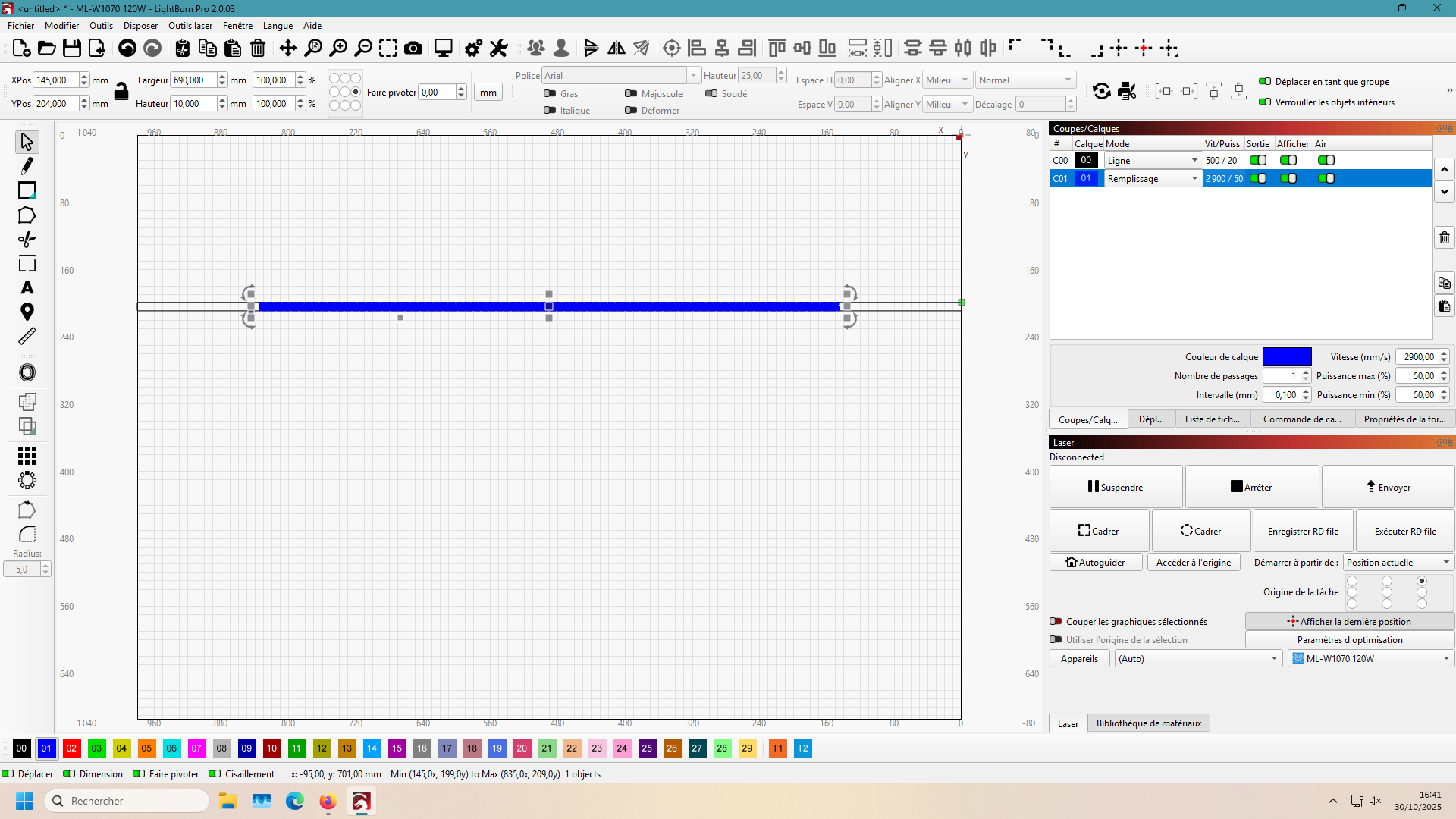
13. Appuyer sur marche
14. Cliquer sur "Envoyer" dans Lightburn.
15. Nommer le fichier (par exemple "Gravure690")
Partie 2: Réglages de la ML-W1070 et gravure
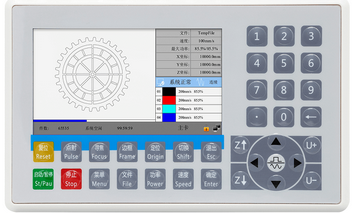
 |
| Légende Commandes de notre ML-W1070 |
16. Insérer la plaque en faisant attention à sa forme ou ses reliefs.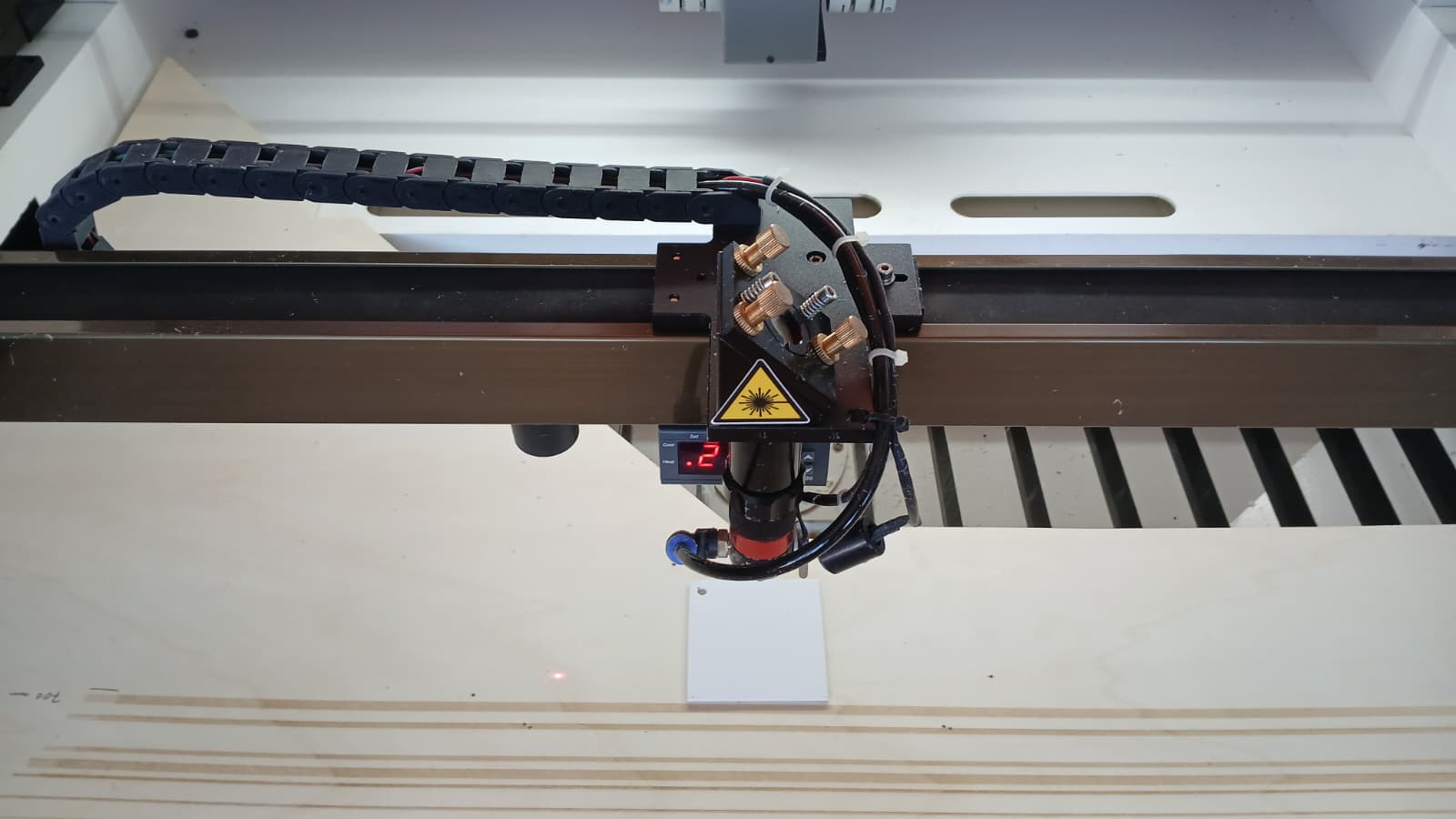
17. Ajuster le focus à l'aide de la petite plaque en l'alignant par rapport à la buse: appuyer sur le bouton Focus et Enter.
/!\ NE JAMAIS OUBLIER DE METTRE LA PLAQUE DE METAL AU RISQUE DE CASSER OU ENDOMMAGER LA BUSE PAR LA PRESSION DES MOTEURS. SI TEL EST LE CAS, APPUYER SUR LE BOUTON ARRET D'URGENCE.
18. Retirer le métal du focus en retenant la poignée.
19. Réactiver le moteur après fermeture en appuyant sur la flèche montante incluse dans un cercle. Appuyer ensuite sur Reset pour réinitiatialiser les axes X, Y (pas le Z qui est le focus).
20. Positionner le laser au lieu où veut démarrer la gravure (Origine de notre pièce).
21. Appuyer sur le bouton Origine.
22. Appuyer sur File puis Enter.
23. Contrôler les paramètres de vit/puiss
23. /!\ Appuyer sur FRAME pour vérifier notre dessin et son occupation de la surface à graver.
CONCLUSION
Pour cerner l'esprit et le principe de la découpe/gravure laser, il faut se rappeler de prendre connaissance de la machine, de sa puissance, et de sa vitesse. Puis prendre en main les paramétrages dans le logiciel (couleurs, puissance). Il faut ensuite, envoyer le fichier dans la machine et faire les réglages puis lancer son projet. Par souci d'économie d'usage de la machine, ne pas oublier de l'arrêter à la fin avec la clé.
PROBLÈMES RENCONTRES/TROUBLESHOOTING¶
| N° | Problèmes | Solution |
| 1 | Choc entre la buse et le nid d'abeille après installation et lancement d'un fichier | Tout d'abord, arrêter immédiatement la découpeuse avec le bouton STOP. S'assurer de descendre suffisamment l'axe Z pour éviter que la buse ne soit entravée ou heurte le nid d'abeille  |
| 2 | Message d'erreur "Not enough Buffer Space" | Baisser la vitesse de gravure |
| 3 | Fichier illisible | Enlever les espaces et caractères spéciaux du nom du fichier |
| 4 | Axe X ou Y bloqué | Baisser la vitesse de découpe |
| 5 | bstruction du laser | Penser à nettoyer après chaque gravure la buse pour éviter des mauvaise coupe future |
| 6 |
Problème de découpe
On observe que le faisceau laser ne sort pas perpendiculairement par rapport à la plaque, ce qui résulte en une découpe en biais sur le plexiglass. Ce problème est du probablement au réglage des 3 miroirs de laser.
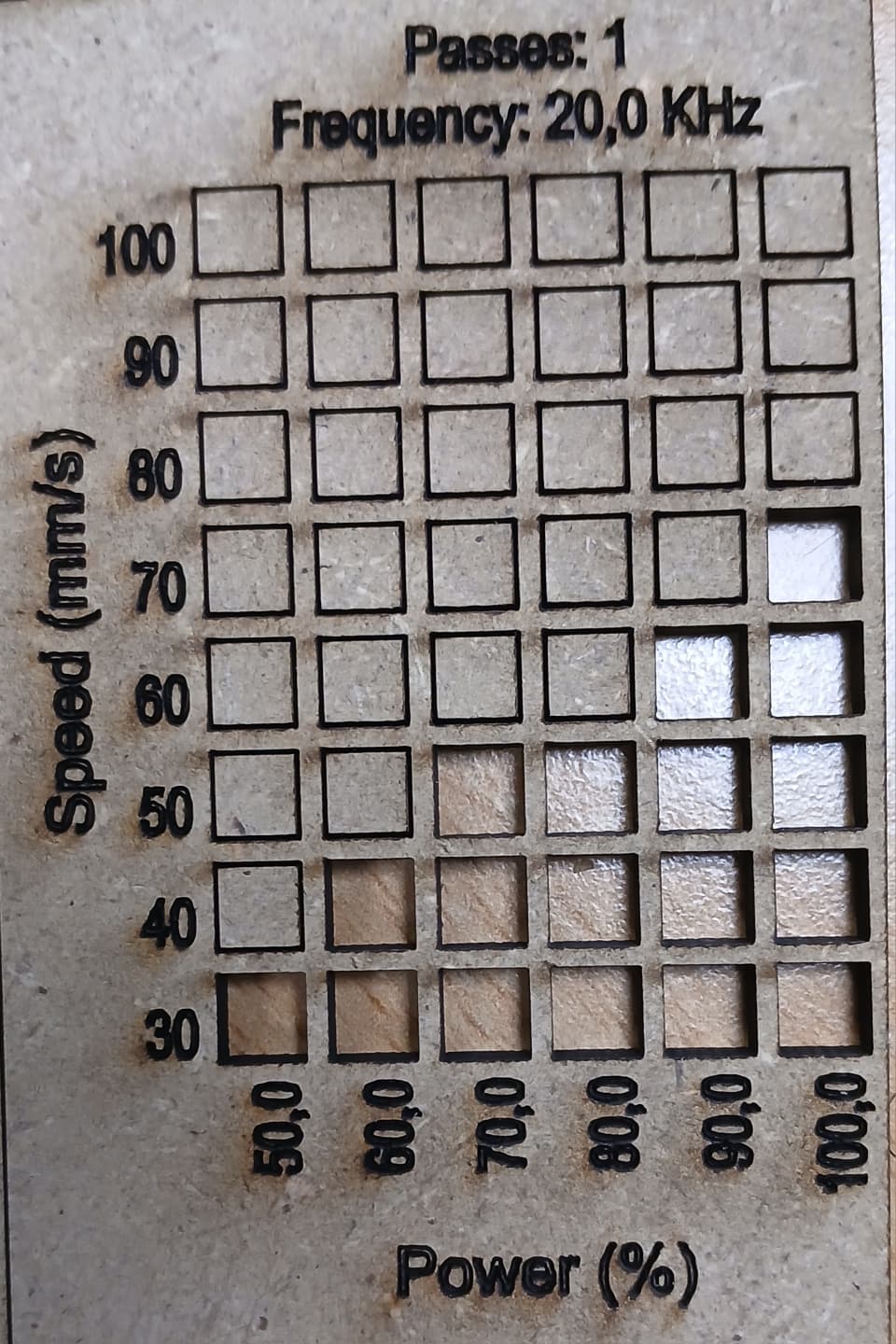
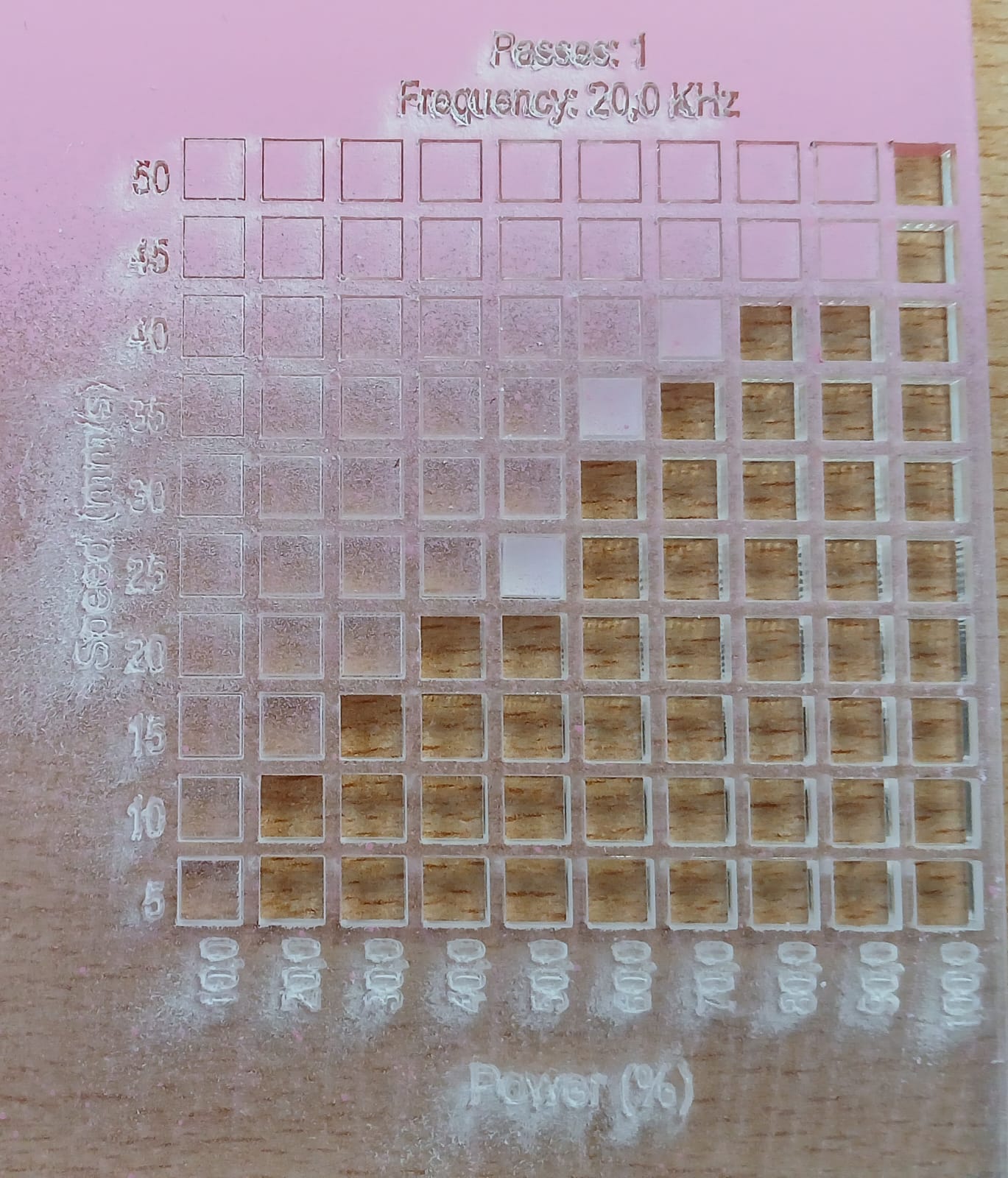
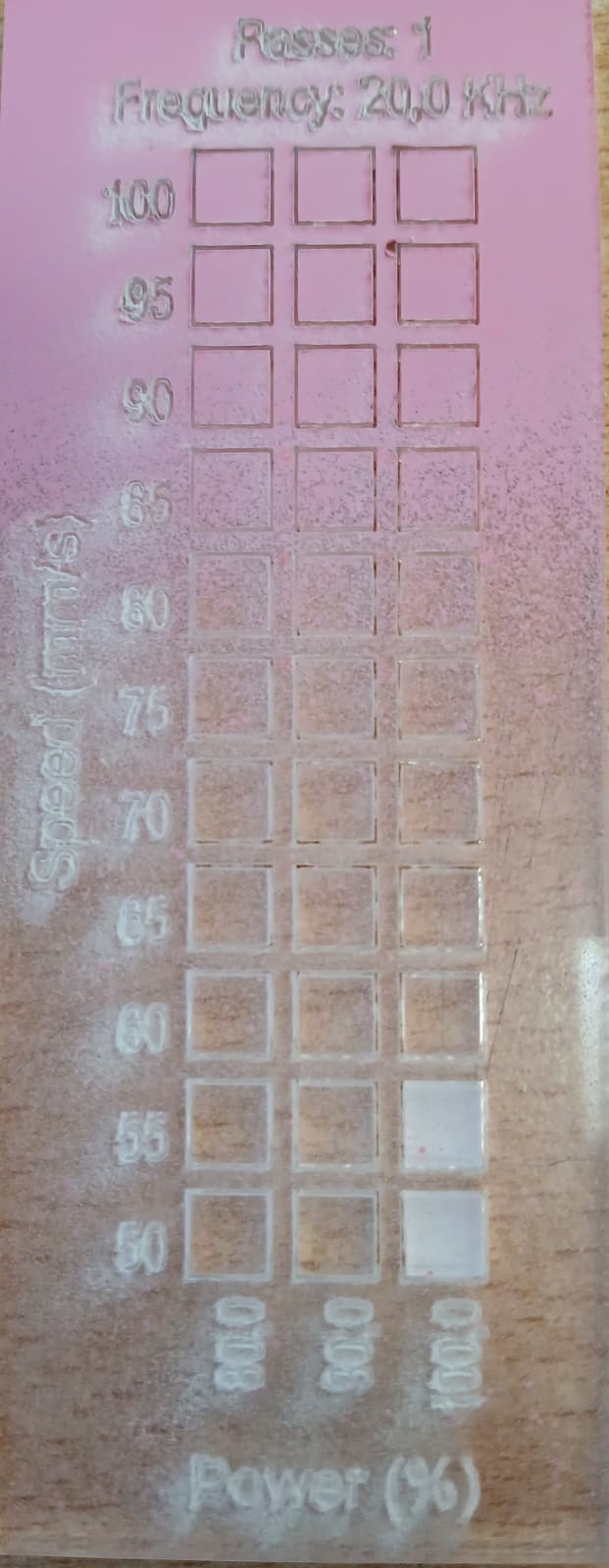
ESSAI DE DECOUPE¶
Nous avons fait un test de découpe intégré à Lightburn avec les valeurs:
- Vitesse: de 30 à 100 mm/s
- Puissance: de 50 à 100%
Résultats sur image:
| MDF3 | ||
| Vitesse | Puissance | Découpe |
|---|---|---|
| 30 mm/s | 50-100% | ✓ |
| 40 mm/s | 60-100% | ✓ |
| 50 mm/s | 70-100% | ✓ |
| 60 mm/s | 90-100% | ✓ |
| 70 mm/s | 100% | ✓ |
| PMMA3 | ||
| Vitesse | Puissance | Découpe |
|---|---|---|
| 5 mm/s | 20-100% | ✓ |
| 10 mm/s | 20-100% | ✓ |
| 15 mm/s | 30-100% | ✓ |
| 20 mm/s | 40-100% | ✓ |
| 25 mm/s | 60-100% | ✓ |
| 30 mm/s | 90-100% | ✓ |
| 35 mm/s | 100% | ✓ |
| 40 mm/s | 80-100% | ✓ |
| 45 mm/s | 100% | ✓ |
| 50 mm/s | 100% | ✓ |
Guide v1¶
Guide ML-W1070
1- Ouvrir ou designer son fichier dans Inkscape
2- Assignez des couleurs pour différencier vos parties gravures et découpe (également faisable dans LightBurn)
3- Ouvrir Lightburn
4- Copier/Coller son fichier de Inkscape vers LightBurn (limite les problèmes d'import)
5- Sélectionner sa gravure ou découpe, en haut a droite, puis aller dans "Bibliothèque de matériaux", sélectionner les préréglages correspondant au matériaux/épaisseur, puis assigner
6- Allez dans l'onglet "Laser" et sélectionnez bien votre "point d'origine", c'est le point de départ de votre découpe/gravure.
8- Allumer la ML-W1070 (tourner la clé + bouton vert + moteur XY)
IMPORTANT: A chaque ouverture/fermeture de la machine, appuyez sur "Moteur XY" pour pouvoir déplacer la buse
9- Apppuyer sur "Reset" et attendre que l'opération sois bien faite
10- Prendre le carré blanc métallique sur le coté de la machine, le positionner sur votre support, "Moteur XY", puis déplacer la buse au dessus du carré. Quand c'est fait, appuyez sur "Focus" puis "Enter". Quand c'est fait, ouvrez, retirez le carré puis "Moteur XY"
11- Déplacez la buse sur votre point de départ, puis appuyez sur "Origin".
12- Dans Lightburn, cliquez sur "Envoyer" pour téléverser à la machine.
13- Sur la machine,sélectionnez votre document dans "File" puis "Enter".
La prévisualistion de votre fichier apparaît sur la machine
14- Appuyez sur "Frame" pour que la machine vous montre le périmètre de travail de votre opération.
15- Si la sélection ne dépasse pas de votre support et correspond a ce que vous aviez prévu, appuyez sur "St/Pau"
Améliorations à apporter¶
- Changer les miroirs d'origine pour des miroirs qui absorbent moins la chaleur et se déforment moins. Par exemple amazon
Demander conseil aux collègues du labo LightTech - Améliorer l'aspiration des fumées en créant un évent sur toute la largeur de travail 980mm
- Améliorer le refroidissement de la source laser : ouvrir le capot et créer un cache entre l'extrémité de la source et le châssis de la machine, comme sur la Trotec