Trotec speedy 300¶

- Laser typer CO2 puissance 60W
- La surface de découpe maximale est de 729,5 x 430,90 mm . ( ATTENTION : on ne peut absolument pas dépasser cette taille. Privilégier donc l'arrondi inférieur! )
- La taille de plaque maximale qui rentre dans la machine est 740x438mm
- Découpe : jusqu'à 10mm d'épaisseur pour le bois ou le plexi ( ATTENTION: Pas de produits chlorés ou fluorés ! )
- Le faisceau laser a un dimaètre d'environ 0,2mm
Différences entre le PMMA coulé et le PMMA extrudé¶
Matériaux non compatibles avec la découpe laser : ici¶
Liste des matériaux compatibles : voir la page 9 de ce document¶
Matériaux à surveiller¶
ATTENTION Matériaux découpables au laser mais qu'il faut surveiller car ils peuvent prendre feu :- Styroglass ou verre synthétique : se découpe mal, a tendance à fondre et peut s'enflammer !
PARAMETRES des différents matériaux utilisés sur la découpe laser¶
PROCEDURES DE TEST sur échantillon avant lancement de la découpe finale.¶
Logiciels Job Control et Ruby¶
Pour utiliser des fichiers Adobe illustrator Illustrator to inkscape
Tourne cylindre*¶
Guide d'utilisation de la machine laser Trotec Speedy 300¶
Précautions d'usage¶
- La machine peut être un outil dangereux. Ne l'utiliser que si une formation par un responsable a été effectuée !
- Ne pas laisser de matériaux inflammables à proximité, de la machine.
- En cas d'urgence lors de l'utilisation de la machine ouvrir le capot pour arrêter la machine.
- Garder une couverture anti-feu et un extincteur à proximité de la machine.
- Ne jamais faire de découpe laser avec un matériau prohibé (ex. pas de PVC qui contient du chlore)
- Éviter de regarder directement le laser lorsque celui-ci est en action.
- Ne jamais soulever le hayon de protection si le faisceau laser est en action. Utiliser le bouton "Pause" avant de soulever le hayon.
Fiche de sécurité découpe laser du Fablab, A lire ! : https://projets.cohabit.fr/redmine/attachments/download/5033/Fiche%20de%20s%C3%A9curit%C3%A9%20d%C3%A9coupe%20laser.pdf
Préparation de la machine avant la gravure/découpe¶
- vérifier que le capot de la machine est bien fermé
- allumer la machine (le bouton se trouve derrière plus précisément en haut coté gauche quand on est face à la machine)
- attendre le signal sonore qui confirme que la machine est prête (3bip puis 1 bip)
- placer le matériau à découper sur la grille, dans le coin haut-gauche - point 0,0 contre les règles verticales et horizontales (si plexiglas laisser le film de protection sous la plaque pour éviter les rayures)
- s 'assurer que la planche est suffisamment plate
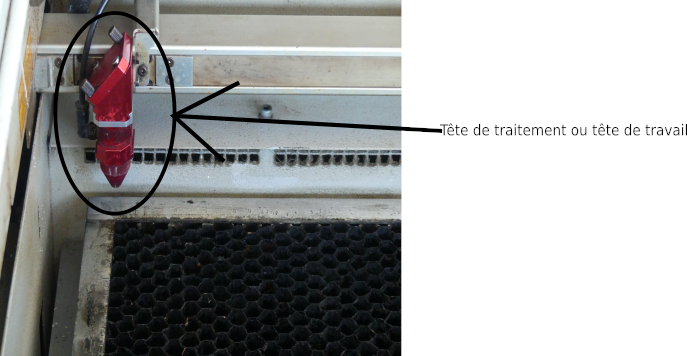
- positionner la tête de traitement au-dessus de la pièce de travail
- accrocher l'outil de mise au point (la « brucelle » également appelé, le guide-
balancier) sur l'anneau externe, à droite de la tête de travail (renflement jaune vers la
tête de laser)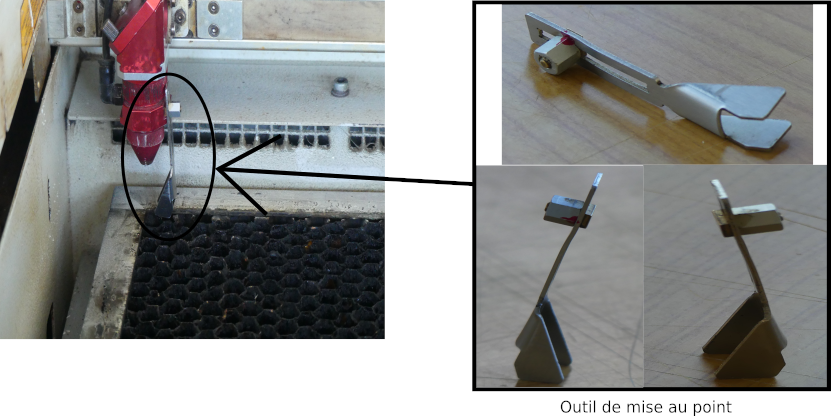
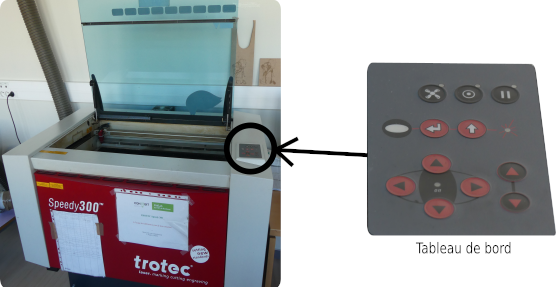
- monter petit à petit la table de travail à l'aide des flèches haut-bas en fonds noir du tableau de bord jusqu’à ce que le guide (outils de mise au point) tombe sur la surface de la pièce
- récupérer le guide !
- positionner le faisceau laser en haut à gauche au dessus de la pièce de travail avec les flèches directionnelles
Préparation du dessin avec INKSCAPE¶
- La découpe laser s'effectue avec des fichiers vectorisés en 2D (format .svg)
- Créés ou importés, unités en mm - Aller dans éditions ensuite Préférences et vérifier que la boite englobante à utiliser soit "géométrique"
- Paramétrer le dessin de la pièce à graver-découper en allant dans «fond et contour» :
- Découpe : choisir aucun remplissage (pas de fond), couleur des lignes : rouge (R255,V0,B0),
- Gravure : remplissage fond noir (R0,V0,B0), pas de contour , - Conditions d'une bonne interprétation du document:
- Dimension maximale du dessin 729mm X 431mm
- Dimension maximale de la plaque : 740 X 438mm
- Toujours utiliser des RVB purs pour les fonds et contour * Code couleur utilisé dans Job Control
* Code couleur utilisé dans Job Control- Vérifier que les traits ne se superposent pas (option dégroupage dans Objet / dégrouper)
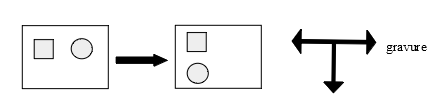
- ATTENTION à la position des gravures ! La machine ne suit pas un contour comme pour la découpe mais se déplace comme une imprimante de gauche à droite puis de haut en bas → optimiser les emplacements sinon risque de temps très long !■ Exemple schéma :
ou utiliser le mode découpe
■ ? remplacer par découpe peu profonde ? Mais toujours même épaisseur !!!
Importation du dessin de INKSCAPE à la découpe JobControl¶
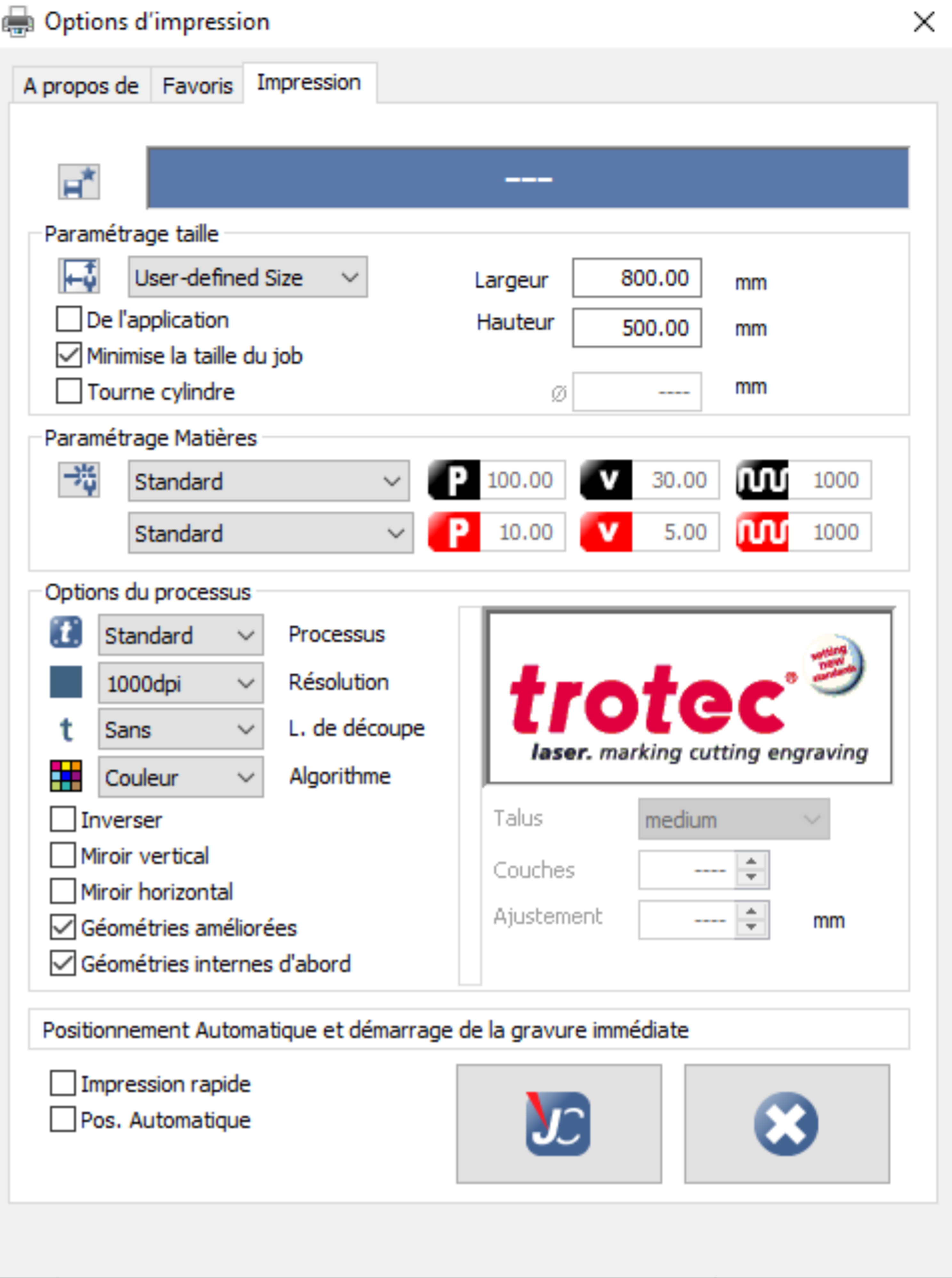
- cliquer sur Fichier / Imprimer . Sélectionner l'imprimante Trotec
- cliquer sur préférences puis Options d'impression, sélectionner le matériau utilisé et VÉRIFIER les paramètres associés !
- cliquer sur l'icône Job Control puis sur Imprimer.
- Cliquer sur l'icône Jobcontrol en surbrillance dans la barre des tâches. Le gestionnaire de la machine va s'afficher avec le nom du document-inkscape dans la fenêtre `Nom du Job'

- cliquer sur le l’icône USB
 (en bas à droite) pour établir la connexion avec la découpeuse. Une croix s’affiche pour indiquer la position de la tête de découpe sur le plateau !
(en bas à droite) pour établir la connexion avec la découpeuse. Une croix s’affiche pour indiquer la position de la tête de découpe sur le plateau ! - vérifier que le fichier n'a pas de problème via l’aperçu en bas droite
- glisser-déposer le fichier vers I 'espace de travail ou en faisant un double clique sur le nom du fichier. Le job apparaîtra sous forme d'un rectangle noir.
- Vous pouvez à nouveau vérifier le fichier dans son ensemble en faisant un double clique sur le rectangle noir après visualisation cliquer sur le bouton "_Echap_" du clavier pour revenir à l'espace de travail.
- déplacer la tête du laser à la position où vous prévoyez de commencer à usiner votre matériau (flèches à droite sur le tableau de commande de la machine)
 . Cela permet de visualiser où positionner son travail et ainsi de graver/découper sur la planche de découpe et non dans le vide…
. Cela permet de visualiser où positionner son travail et ainsi de graver/découper sur la planche de découpe et non dans le vide… - cliquer sur l’icône en forme d’œil pour pré-visualiser le dessin : vous verrez apparaître vos lignes de découpe et gravure dans la couleur appropriée
- cliquer sur le travail permet d'afficher les codes-couleurs utilisés et le bouton '' mettre à jour '' permet de calculer les temps de travail. Vérifier la cohérence des temps (pas 0, ni 99, ni anormal ...)
- aligner le coin du travail sur le laser
- vérifier la taille du travail : il ne doit pas dépasser de la planche de découpe. De plus, si la planche a déjà été utilisée, vérifier qu'il y a encore de la place
- double-cliquer sur l'espace de travail pour afficher la librairie des matériaux, il est possible de modifier les paramètres :
- dimensions du fichier ( ! toujours inférieures à celles du plateau)
- le matériau de gravure
- l'épaisseur du matériau (important si le laser découpe en plusieurs passes)
- les paramètres de puissance, vitesse et pulsation/fréquence (PPI/Hz)- Découpe : p = 100, v = 0,40, 2 passages
- Gravure : P = 20, v = 2,00, 1 passage
- * Moins on va vite, plus on découpe profond
- les codes couleurs pour graver-découper (classées par ordre de travail de la machine)
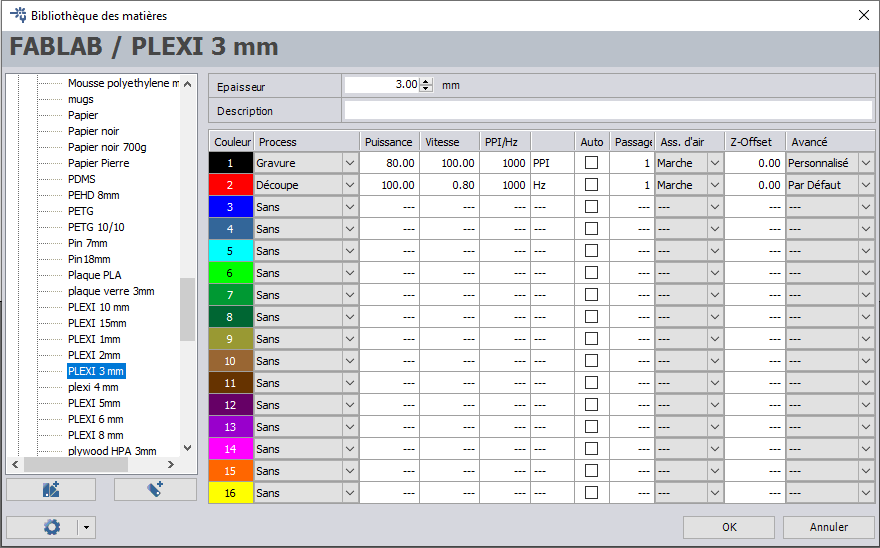
Extrait de librairie de matériaux du Fablab
Lancement de la gravure/découpe et surveillance¶
- démarrer le VENTILATEUR

- cliquer sur l'icône Play
 (en bas à droite) dans JobControl
(en bas à droite) dans JobControl - la machine va procéder dans l'ordre des couleurs sélectionnées (elle commence par la gravure et termine par la découpe)
- RESTER à coté de la machine pour SURVEILLER tout au long du travail! En cas de problème, arrêter le ventilateur et soulever le couvercle
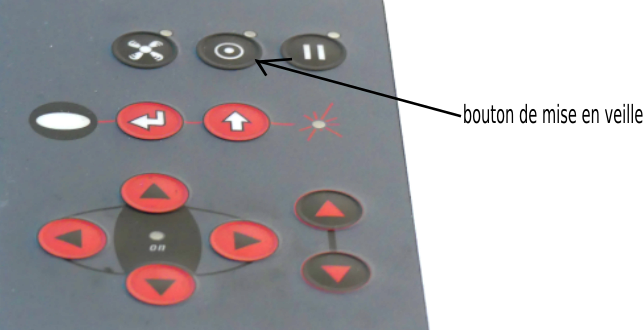
- quand c'est fini, mettre la machine en veille (bouton du milieu)
- attendre 30 secondes avant d'ouvrir le capot et récupérer la pièce (pour une évacuation complète des fumées)
- Ne pas éteindre la ventilation entre 2 travaux !
- A la fin de la session
- fermer les fichiers
- éteindre la ventilation
- nettoyer la machine
Les matériaux pouvant être gravés et découpés avec une gravure laser Speedy CO2¶
| Matière | Graver | Vitesse |
| Bois | Oui | Oui |
| Cuir | Oui | Oui |
| Matières à graver | Oui | Oui |
| Papier | Oui | Oui |
| Pierre | Oui | NON |
| Plastique | Oui | Oui |
| Textile | Oui | Oui |
| Verre | Oui | NON |
Problème de matériaux : ceux contenant du chlore (ex : PVC) ou du fluor sont à proscrire absolument, car la découpe va générer des gaz d'acide chlorhydrique ou fluorhydrique, qui en plus d'être extrêmement dangereux pour la santé, vont abîmer l'optique et l'électronique.
Job Control¶
Pour tout savoir sur Job Control, le logiciel de pilotage de la machine, quoi de mieux que de se référer au manuel ?
https://projets.cohabit.fr/redmine/attachments/2243/JobControl-11-2-operation-manual-EN.pdf
Gravure de photos¶
Documentation Trotec au sujet de la gravure de photos :
https://www.troteclaser.com/fileadmin/content/images/knowledge/tips-tricks/photo-engraving/tips-photo-engraving.pdf
Manuel pour la gravure et la découpe laser¶
Nouveau document rédigé au 1er semestre 2020, avec pleins d'explications et des trucs et astuces pour travailler avec une découpe laser Trotec :
https://projets.cohabit.fr/redmine/attachments/2358/Engravers%20Handbook%202020%20FR.pdf
Gravure de tampons¶

Nous avons reçu une feuille de caoutchouc, épaisseur 2 mm, format A4, de la marque "Trodat" pour fabriquer des tampons. Le Manuel pour la gravure et la découpe laser , pp. 28 et 29, donne quelques conseils, en particulier sur les options de "talus".
Pour graver un tampon, il faut sélectionner l'option "tampon" dans les préférences d'impression, à la place de l'option "standard". Cela a pour effet d'inverser l'image à graver et de la mettre en négatif : les noirs deviennent blanc et inversement.
Nous avons pu faire quelques essais avec les étudiants du Master Illustration venus au Fablab et voici les paramètres qui ont fonctionné :
| Puissance | Vitesse | |
| Découpe | 100 | 0.5 |
| Gravure | 100 | 13 |
Après la gravure, il faut nettoyer le tampon pour enlever les résidus de caoutchouc : eau, brosse à dent, chiffon, air comprimé.
A noter !- Si plusieurs tampons sont à faire, il vaut mieux les importer dans Job Control séparément. Sinon, toutes les zones "blanches" seront gravées et on peut perdre de la surface de caoutchouc.
- Cela génère beaucoup de poussière !
- Avec une vitesse de 13% pour la gravure, les temps de gravure peuvent être très long : environ 1h40 pour une feuille A4. Si le fichier à graver ne demande pas trop de finesse, on peut diminuer le nombre de DPI (1000 -> 500) pour gagner du temps.
Gravure de tampons avec du texte¶
Par exemple, pour refaire les tampons officiels de Cohabit, avec du texte relativement petit, on obtient un meilleur résultat en faisant une gravure "classique". Pour cela, il faut d'abord inverser horizontalement le texte, puis mettre en négatif et lancer la gravure et la découpe en mode standard avec les paramètres ci-dessus. Cela a pour effet de faire une gravure profonde avec le contour des lettres droits, sans talus.
Cependant, il est possible que le tampon soit plus fragile et dure moins longtemps qu'un tampon avec des talus.
Quelques guides pour démarrer¶
- Ancien tutoriel à retrouver ici , mais toujours d'actualité, à compléter avec les documents suivant.
- Guide de démarrage par Guillaume Sion ici , à compléter avec :
- Fiches récapitulatives des principales étapes par Elif Baysal : au format pdf et au format odt
Ce travail n'est pas tout à fait terminé.
Générateur de boites en tout genre !¶
https://www.festi.info/boxes.py/
reglez le jeu à 0.1 pour inkscape, et à 0 pour Freecad (ou alors il vous fera des chevauchement de trait dans les angles qui vous empêcheront de transformer un svg en une surface cohérente.)
Réglez le "brûlage" à 0 pour avoir suffisamment de jeu pour emboiter les éléments. Cela nécessite ensuite de la colle !
Dans Freecad
Il ya une macro Freecad qui permet de générer des boites Box creator
Taille du faisceau laser¶
Comment prendre en compte la taille du faisceau laser pour réaliser des pièces aux dimensions exactes et des encastrements parfaits par Guillaume Sion :Prix des plaques vendues au Fablab¶
Dimensions d'une plaques : 738 x 436 mm
| Prix (€) | ||
| Épaisseur (mm) | MDF | PMMA |
| 3 | 3,50 | 20,00 |
| 5 | 5,00 | 25,00 |
| 8 | 6,00 | 35,00 |
| 10 | 7,00 | 45,00 |
Problème de gravure aux extrémités¶
https://sawmillcreek.org/archive/index.php/t-212809.html
Il faut faire des essais avec différentes valeurs de correction dans l'onglet "avancé" de la dernière colonne de la "bibliothèque des matières". Par défaut cette valeur est à 10%.
Pour plus d'informations, consulter le manuel Job Control ici
Essais du 8 septembre 2020¶
Réglages de la gravure P=100 et V=100 sur une plaque de MDF.Travail de gravure sur toute la largeur de la plaque (rectangle noir 720x10 mm) pour que la tête "ait le temps" d'atteindre sa vitesse maximale :
- 0% : la gravure s'estompe aux extrémités,
- 10% : moins de dégradé aux extrémités,
- 20% : les extrémités sont légèrement plus creusées que le centre,
- 50% : même effet qu'à 50%, mais amplifié,
- 100% : très nette différence entre les extrémités plus profondes et le centre.
Finalement, comme indiqué dans le manuel de Job Control et d'après nos essais, une correction réglée à 15% semble être un bon réglage.
Maintenance et prévention¶
Fiche d'entretien¶
Cette fiche permet de faire le suivi de l'entretien régulier de la machine et des interventions de révision ou de changements de pièces.
L'entretien comprend le nettoyage des optiques (lentille et miroirs), l'aspiration des poussières et petits morceaux sur et sous le plateau, le nettoyage du plateau et de la grille d'aspiration des fumées.
Pour télécharger cette fiche : 2022-05-13-fiche_entretien.pdf
Interrupteur marche/arrêt derrière la machine¶
Cet interrupteur a été remplacé durant l'année 2019-2020 par un nouveau acheté sur RS-online :- lien : https://fr.rs-online.com/web/p/interrupteurs-a-bascule/1033871/
- Référence fabricant : 1555.3102
- Code commande RS : 103-3871
Problèmes de perte de puissance du laser¶
Faits constatés sur notre découpe laser Trotec Speedy 300 et probablement compatibles avec les autres laser fonctionnant avec un tube CO2.
- tube laser défectueux ou usé : un tube laser perd de la puissance au cours du temps, même s'il n'est pas utilisé. D'après notre expérience, cela se fait très lentement et progressivement sur plusieurs années au début, et puis cela chute rapidement en quelques semaines avec une perte de l'ordre de 50%.
- alimentation électrique du tube défectueuse : vérifier au multimètre que la tension ne chute pas pendant un tir du laser.
- Trotec propose un test qui peut "débloquer" la puissance du tube : faire une grande gravure de 30x30 cm à puissance 50%.
- problème de refroidissement : plus il fait chaud, plus on perd de puissance et plus on use prématurément le tube. Ne pas hésiter à passer un coup d'aspirateur sur le ventilateur et le radiateur du système de refroidissement.
- poussières ou traces sur lentilles et miroirs, mais en général cela ne fait perdre que quelques % de la puissance. En fonction du taux d'utilisation, il faut régulièrement nettoyer la lentille et le dernier miroir avec de l'alcool iso + lingettes pour lentille de type :
https://www.la-bs.com/fr/art/papier-optique_rosco-pack-de-100-papiers-optique-rosco---lens-tissue---pour-nettoyage.htm
Trotec recommande pour leurs machines de le faire tous les jours. Au Fablab nous le faisons en moyenne une fois par semaine et nous avons pu utiliser les mêmes lentilles + miroirs pendant des années.
- orientation des miroirs : une mauvaise orientation des miroirs peut conduire le faisceau à venir taper sur le bord intérieur du cône en métal situé sous la lentille. Pour vérifier cela, il suffit de retirer ce cône et de faire un test. Si le faisceau laser semble avoir retrouvé toute sa puissance, c'est que les miroirs sont légèrement déréglés.
/!\ ATTENTION : ne pas oublier de remettre le cône car il permet, à l'aide de la pompe qui souffle de l'air, d'éviter que les poussières ne rentrent en contact avec la lentille.
- problème d'évacuation des fumées et de la poussière à l'intérieur de la machine. S'il y a trop de fumée, le faisceau laser perd de la puissance en tapant sur les particules de poussière. De plus elles peuvent venir se coller sur la lentille et les miroirs, qui seront donc ensuite attaqués par le laser. Il faut donc vérifier régulièrement la bonne évacuation des fumées et nettoyer la grille horizontale dans le fond de la machine une fois par semaine et la grille à l'entrée de l'extracteur, une fois tous les 2-3 mois.
Il y a aussi une grille dans la cheminée accessible uniquement par le toit qui peut se boucher. Voici deux photographies illustrant le fait que même une grille anti-animaux peut se boucher au bout de quelques mois ...

- problème de matériaux : ceux contenant du chlore (ex : PVC) ou du fluor sont à proscrire absolument, car la découpe va générer des gaz d'acide chlorhydrique ou fluorhydrique, qui en plus d'être extrêmement dangereux pour la santé, vont abîmer l'optique et l'électronique.
Procédure pour régler les miroirs¶
Pour vérifier le bon alignement des miroirs, faire un test de petites découpes à différents endroits du plateau : aux extrémités dans les coins, sur les bords et au centre. Cela permet de préciser le diagnostic.
L'alignement des miroirs se fait dans l'ordre en partant du 1er miroir proche de la source laser et à l'aide du pointeur laser rouge qui suit, normalement, le même parcours optique que le laser CO2. En collant un morceau de scotch papier à l'entrée du 2e miroir on règle l'orientation du 1er miroir jusqu'à ce que le point rouge soit bien au centre et avec une forme bien ronde. Ensuite, on fait un test avec le laser CO2, à faible puissance, pour vérifier que le scotch est bien brûlé au bon endroit. Et ainsi de suite pour les autres miroirs. Le réglage du dernier miroir peut être très compliqué, si les autres sont réglés "à peu près".
Pour faire un tir manuel avec la Trotec Speedy 300, il faut :- fermer la machine pour la sécurité,
- appuyer sur les deux boutons en même temps pendant quelques secondes :

Matériaux utilisables sur la découpe laser¶
Voici un lien vers le site du Carrefour du Numérique avec une liste de matériaux découpables et non-découpables :
http://carrefour-numerique.cite-sciences.fr/fablab/wiki/doku.php?id=machines:decoupe_laser:0_utilisation:materiaux