Filaments¶
TPU (mars 2026)¶
L'objectif de ces essais n'est pas d'évaluer ce filament mais d'évaluer la qualité d'impression de ce filament sur la Prusa XL et la Prusa Core One.
Filament utilisé : TPU 95A vert de la marque Arianeplast
Ce filament a été ouvert il y a plusieurs mois.
- Utilisation de PrusaSlicer avec des paramètres par défaut
- Impression du benchy 3D
- Paramètres de filament : Flex
- Essais sur la Prusa XL et la Core One
- Temps d'impressions annoncés par PrusaSlicer :
- Prusa Core : 1h15
- Prusa XL : 1h18
Essais sur la Prusa XL¶
Le filament est difficile à charger dans la Prusa XL : il faut contourner le 1er capteur de filament situé sur le côté de la machine et l'insérer manuellement sur la tête, juste en amont du moteur de l'extrudeur.
Conseils trouvés sur le site de Prusa : https://help.prusa3d.com/fr/article/materiaux-flexibles_2057 et https://help.prusa3d.com/fr/article/guide-du-materiau-prusament-tpu-95a_899653
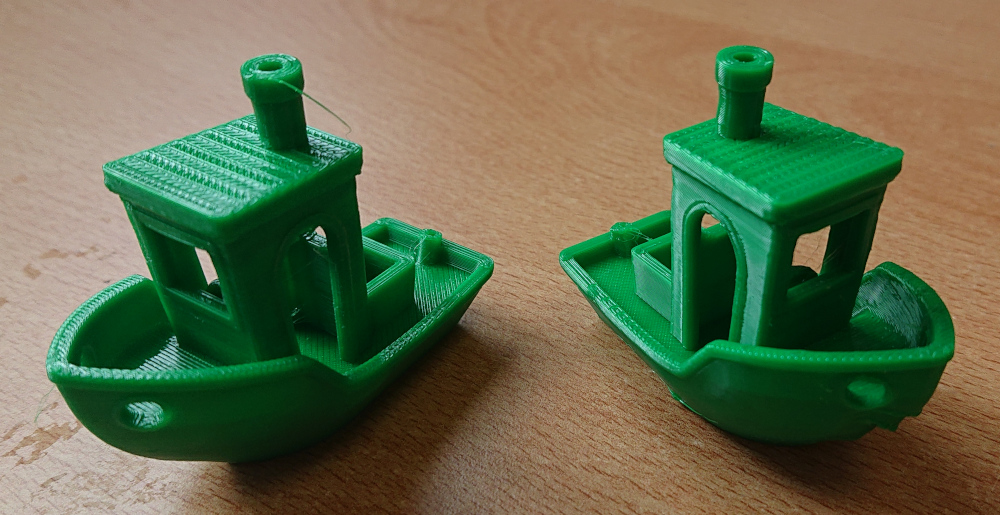
Au 1er essai d'impression, le filament s'est coincé dans l'extrudeur au bout de quelques minutes. Au 2e essai, l'impression s'est bien passée jusqu'au bout et est de bonne qualité. Sur les photos ci-dessous, le benchy imprimé avec la Prusa XL est à gauche.
Essais sur la Prusa Core One¶
Comme pour la Prusa XL, le filament est difficile à charger. Il a fallu l'insérer manuellement dans l'extrudeur.
Les 2 essais réalisés ont été des échecs à cause de nœuds dans l'extrudeur.
Ces échecs nous ont conduit à sécher le filament à l'aide d'une BambuLab P2S et d'un couvercle imprimé en ABS.
Une fois séché, le filament est toujours difficile à charger. Le 1er essai est un échec.
2e essai en augmentant de 10°C la température de la buse, 230°C -> 240°C, tel qu'il est conseillé dans la documentation de Prusa .
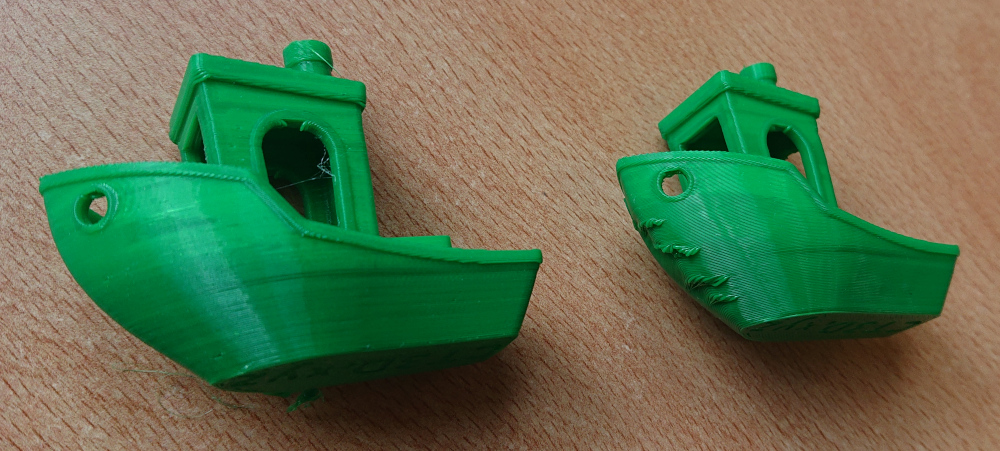
Cette fois-ci l'impression est une réussite. Sur les photos ci-dessous, le benchy imprimé avec la Prusa Core One est à droite. La qualité d'impression est globalement bonne, sauf sur l'avant de la coque du bateau.
Après cette impression, il a été très difficile de retirer le filament à cause d'un bourrelet. Il a fallu tirer très fort sur le filament pour le retirer.
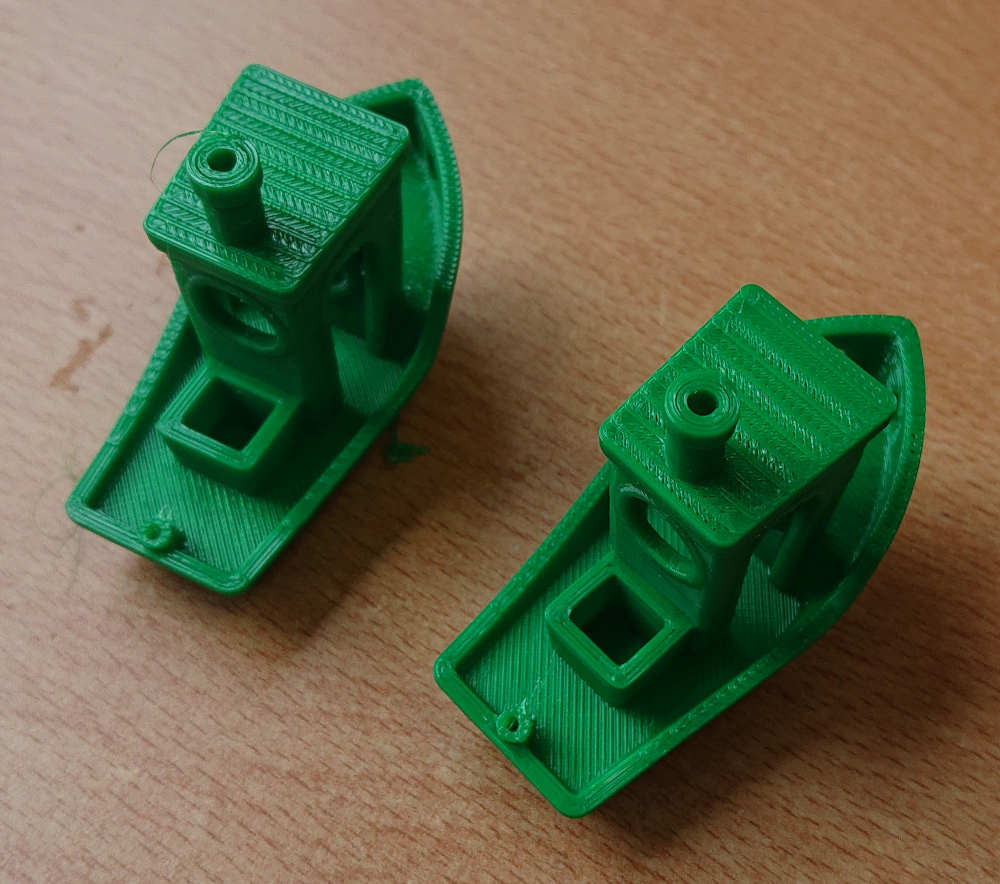
Photos comparatives : Prusa XL VS Prusa Core One¶
 |
 |
 |
 |
Conclusions¶
- Une fois le filament inséré, il est tout à fait possible d'imprimer en TPU sur la Prusa XL avec des paramètres par défauts.
- Par contre sur la Prusa Core One, il faut augmenter de 10°C la température de la buse et le benchy a un défaut d'impression.
- La Prusa CoreOne est à peine plus rapide que la Prusa XL : 1h18 VS 1h15.
Polypropylène (PP) recyclé (mars 2026)¶
Filament fabriqué par le département SGM à partir de déchets, le PP est difficile à imprimer car il adhère très mal aux plateaux utilisés habituellement malgré une température de 100°C.
Il est conseillé d'imprimer sur une surface en PP : plateau spécial (Plaque en acier poudrée PP) ou bien de coller du ruban adhésif en PP.
Sinon, d'après la documentation de Prusa sur l'impression en PP , on peut utiliser un plateau poudré satiné.
Or il se trouve que le ruban adhésif transparent "classique" a un support en PP : le "TESA 4280:"https://www.tesa.com/fr-fr/industrie/tesa-4280-pv0.html
Nous avons donc fait des essais avec du ruban adhésif collé sur un plateau poudré satiné.
- PrusaSlicer avec les paramètres par défaut
- Impression du benchy 3D
- Dans PrusaSlicer, on a choisi d'imprimer avec les paramètres de filament du "fiberlogyPP"
- Température de la buse = 245°C
- Température du plateau = 100°C
- Temps d'impression = 1h04 + temps de chauffe du plateau et de l'enceinte de plusieurs minutes
- Plateau poudré satiné , car c'est le plateau conseillé par Prusa pour imprimer en PP :
1ère vague d'essais¶
Bordure = 50mm + laque à cheveux et SANS ruban adhésif

Après plusieurs essais, le benchy s'est imprimé à 90% avant de se détacher complètement du plateau.
Le dessous est déformé, mais la qualité générale d'impression est bonne. Le filament PP recyclé est correctement extrudé, pas de variation de diamètre, ni de particules mal fondues.
La bordure est tordue car nous avons essayé de la déchirer à la main, en vain, pour évaluer sa solidité.
- 3 couches de radeau
- distance z = 0
- agrandissement = 10mm
=> échec, la pièce se décolle dès la première couche.
2e vague d'essai¶
Bordure = 20mm + Ruban adhésif transparent TESA 4280
 |
 |
 |
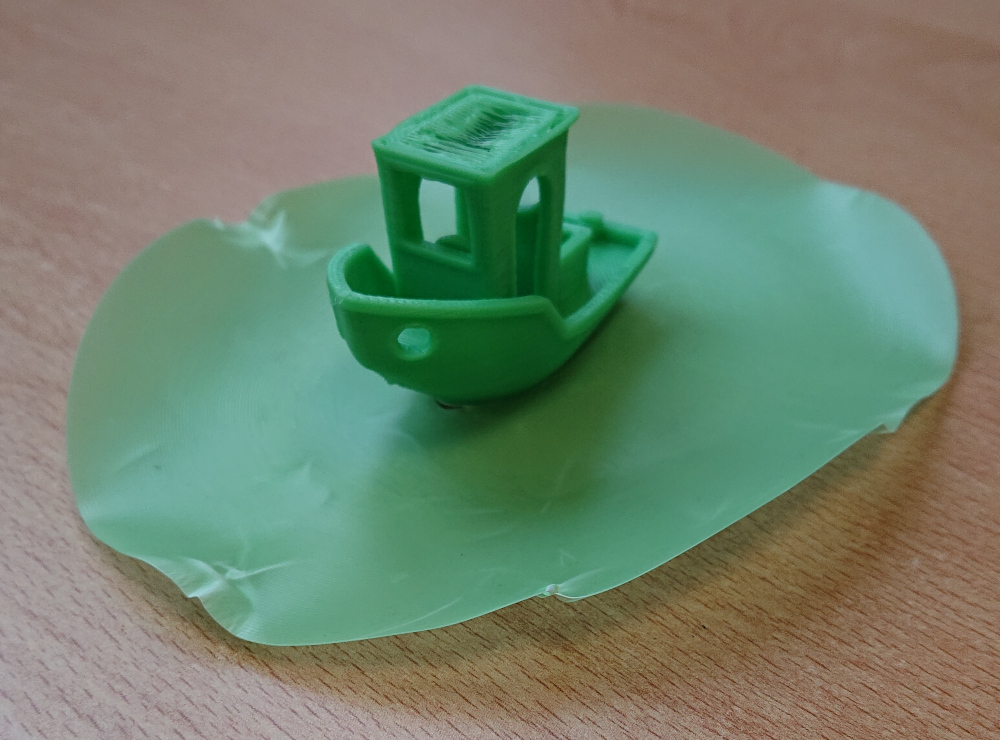
Benchy imprimé à 100% ! Mais très vite pendant l'impression, la bordure a commencé à se rétracter entraînant avec elle le ruban adhésif. La pièce en PP est resté fermement attachée au ruban adhésif.
L'impression a pu aller jusqu'au bout, mais le dessous du benchy est très incurvé.
Conclusions¶
- Filament PP recyclé : utilisable avec la CoreOne, avec des paramètres par défaut. L'extrusion est donc de bonne qualité.
- Possible d'imprimer de petites pièces, à voir pour les plus grandes.
- Ce filament adhère bien au ruban adhésif "classique" en PP. Mais celui-ci se décolle du plateau pendant l'impression.
- Il faudra essayer avec le plateau spécial en PP de chez Prusa.
ABS mars 2026¶
Impression en ABS d'une grande pièce sur la Prusa XL.
- Trancheur : PrusaSlicer
- Paramètres de filament : "Generic ABS"
- Filaments : ABS ouvert il y a des années de 2 couleurs différentes (un sur l'extrudeur 1 et l'autre sur le 5).
- Fichier STL Bambu Filament Drying Cover
- Longueur de filament : 78 m
- Temps d'impression : 6h15
- Température buse = 260°C et température plateau = 100°C pour la 1ère couche, puis 105°C.
- aucune déformation de la pièce. La Prusa Xl peut imprimer de grandes pièces en ABS !
- Impression globalement réussie sauf au niveau du changement de filament où l'on peut observer un léger décalage suivant l'axe X. À surveiller...
HIPS recyclé avril 2026¶
HIPS = high impact polystyrene OU polystyrène choc https://fr.wikipedia.org/wiki/Polystyr%C3%A8ne_choc
Filament de HIPS recyclé fabriqué par les étudiants du département SGM.
Quelques essais ont été réalisés avec succès sur la Prusa MK4 et la Prusa Core One, en utilisant les paramètres standards dans PrusaSlicer avec les paramètres du "HIPS generic" pour le filament.